Introduction
Automotive and industrial manufacturers in India are caught between two opposing forces. OEMs are demanding annual price reductions — Roland Berger reports these can reach 5% per year across contracts lasting six to eight years.
At the same time, material costs continue to squeeze margins from the other direction. ACMA/PwC data shows material costs at 62–63% of net sales for Indian auto-component companies, leaving aggregate EBITDA margins in the 10–12% range.
In this environment, renegotiating supplier prices delivers limited relief. The real leverage sits inside the product itself — in the design decisions, material selections, and assembly architectures that were locked in years ago, locked in conservatively and rarely revisited since.
VA/VE programs address exactly that. This article moves past definitions and into outcomes — walking through three categories of intervention (metal-to-plastic conversion, part consolidation, and material grade optimisation) with documented case studies showing savings that typically range from 15% to 40% per part. The goal: show what the savings look like, what drives them, and how to build the ROI case internally.
Key Takeaways
- VA targets products already in production; VE eliminates cost at the design stage — both optimise the ratio of Function ÷ Cost
- The highest savings come from challenging early design assumptions, not from squeezing supplier prices
- Documented examples show 35–45% cost reductions and 42% weight savings from metal-to-plastic conversion alone
- Part consolidation can eliminate assembly steps worth ₹1,300–₹3,700 per vehicle in a single redesign
- Continuous VA/VE programmes compound ROI far beyond single-project savings
What VA/VE Savings Are — and Why Manufacturers Are Prioritising Them Now
The Core Definition
VA/VE savings are the measurable reduction in cost-of-goods-sold achieved by analysing what a product actually needs to do — then removing any cost that doesn't serve that function.
The governing formula is simple: Value = Function ÷ Cost. The objective is not to cheapen a product. It is to deliver the same function at a lower cost, or better function at the same cost. Every VA/VE decision passes through this lens.
The VA/VE distinction matters practically:
- Value Engineering (VE) — applied during initial design, before tooling gets locked in. It avoids unnecessary cost before it gets built in.
- Value Analysis (VA) — applied to products already in production. It finds and removes costs that crept in during conservative early-stage design decisions.
Both matter. But timing determines leverage. Boothroyd Dewhurst's DFMA research is consistent on this point: 70–80% of a product's manufacturing cost is committed during the design stage. VE at design freeze therefore carries more financial leverage than VA post-launch. That said, post-launch VA still delivers far more impact than procurement-only cost reduction.
Why This Is Urgent Now
Three forces are converging to make VA/VE a business necessity rather than an optional programme:
- Resin volatility: Nylon 6, nylon 6/6, PC, and ABS all saw meaningful price increases in 2024, driven by feedstock costs and supply tightening in the domestic market
- OEM price-down pressure: 5% annual reductions written into multi-year contracts compress margins faster than commodity normalisation can offset
- Thin margins: At 10–12% EBITDA, a single material cost spike or a failed price negotiation can turn a profitable programme unprofitable
Engineering-led cost reduction — working on the product itself — delivers larger per-unit impact than procurement-led negotiation alone.
Case Study 1: Metal-to-Plastic Conversion
The Scenario
Consider an automotive supplier manufacturing a structural component — a turbocharger outlet T-joint, an engine clevis bracket, or an active grille shutter housing — originally designed in die-cast aluminium or stamped steel. The metal part adds weight, requires secondary finishing operations (painting, plating, or corrosion treatment), and carries a unit cost that the actual functional requirements of the part don't justify.
The question a VA/VE team asks is straightforward: what does this component actually need to do? What are the real load-bearing, thermal, and dimensional requirements — not the conservative assumptions baked in during initial design? Once those are established clearly, the conversion case often makes itself.
The Intervention
A cross-functional engineering team performs functional analysis against the component's actual operating environment. When the analysis confirms that a high-performance engineering polymer can meet all specifications, the conversion proceeds.
Three documented OEM examples show what this produces:
| Component | Conversion | Weight Saving | Cost Saving |
|---|---|---|---|
| Hyundai/Kia turbo outlet T-joint | Aluminium → Zytel XT 35% GF PA66 | 42% | 35% |
| GM Cadillac XT5 engine clevis bracket | Aluminium → Ultramid 50% GF PA66 | 45% | + 10x damping improvement |
| Ford Expedition active grille shutter | Steel/hybrid → LFT-PP two-shot | 18 lb vs. steel | USD $5 variable + $16 assembly + $45 auxiliary per vehicle |

Source: Plastics Technology / SPE Automotive Innovation Awards
The ROI Calculation
The financial case compounds quickly at production scale. Using the Ford Expedition grille shutter as a reference: the combined saving of USD $66 per vehicle (USD $5 variable + $16 assembly + $45 auxiliary) across a programme of 200,000 units per year generates USD $13.2 million in annualised savings. One-time tooling investment to support the redesign is typically recovered within the first model year.
The per-unit figures are only part of the picture. Secondary returns compound further:
- Corrosion resistance is inherent to the polymer — no plating or painting required
- Weight reduction at 10% vehicle weight = 6–8% fuel economy improvement, per U.S. Department of Energy benchmarks
- Assembly ease improves when complex metal geometries are replaced with net-shape moulded parts
Supplier Capability Requirement
Metal-to-plastic conversions require a supplier with polymer engineering depth alongside in-house tooling — not one or the other. Functional validation, material selection, mould flow analysis, and prototype iteration need to happen in an integrated sequence. When mould design is outsourced, each iteration adds weeks and introduces coordination risk.
Jairaj Group's in-house tool room and Value Engineering Centre handle this end-to-end across six facilities. That integrated setup — developed over four decades — shortens the path from concept to validated prototype without relying on third-party vendors at each stage.
Case Study 2: Part Consolidation Through Injection Mould Redesign
The Scenario
A manufacturer assembles a product from multiple separately-sourced plastic components — a two-piece enclosure, a multi-part fluid connector, or a clip-and-housing assembly. Each separate part carries its own tooling cost, purchase order overhead, inventory holding cost, and assembly labour time.
The cost of complexity here is easy to underestimate. Every additional part means another SKU, another supplier relationship, another assembly operation, and another tolerance interface that can produce a defective unit.
The Intervention
A VA/VE team maps the function of each individual component, then identifies which functions can be combined into a single injection-moulded geometry. The goal is to eliminate entire cost categories — tooling duplication, assembly labour, and supplier overhead — that well-designed geometry makes unnecessary.
The Ford Expedition active grille shutter programme shows what that looks like at production scale. A two-shot injection-moulded LFT-PP design eliminated four fasteners from the assembly. The cost breakdown per vehicle (USD, from the original US programme):
- $5 in variable cost reduction
- $16 in internal assembly cost reduction
- $45 in auxiliary cost reduction — covering handling, inspection, and downstream assembly complexity
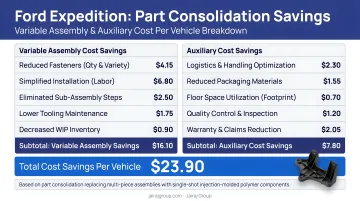
That $45 auxiliary saving is the figure procurement-led cost reduction rarely reaches.
Quality and Sustainability Benefits
Part consolidation delivers two additional benefits that extend beyond the immediate cost saving:
- Every interface between separately-moulded parts is a source of dimensional variation. Consolidating two or three parts into one removes those interfaces, cutting scrap rates and warranty exposure.
- Fewer parts means less total material consumed, less packaging, and reduced logistics complexity — a measurable environmental benefit for OEMs with ESG reporting obligations.
In-House Tooling as the Critical Variable
Realising these benefits depends entirely on how fast the mould design can be tested and refined. Part consolidation projects move at the speed of mould iteration. When the engineering team can run mould flow analysis, modify the tool design, and produce a prototype sample in the same facility, the development cycle compresses by weeks. Jairaj's in-house DFM reviews, flow analysis, and prototype tooling capability eliminate the coordination delays that slow consolidation projects when mould design is handled externally.
Case Study 3: Material Grade Optimisation and Supply Chain Simplification
The Scenario
A manufacturer is running production with a premium-grade resin selected conservatively during initial design. At the time, the engineering team chose the higher-performance grade to manage risk. The part went into production, volumes grew, and the question of whether the specification was actually necessary was never revisited.
This happens routinely. Conservative early-stage material selection is good engineering practice at design time. It becomes a cost problem when it persists for years without revalidation.
The Intervention
The VA/VE team performs a detailed functional analysis of the part's actual operating environment — real temperature range, real load conditions, real chemical and UV exposure — then tests a lower-cost grade against the same specifications.
Volkswagen's EA21 1.6L air intake manifold is a well-documented example. The original PA66 specification was replaced with SABIC's 35% glass-reinforced PP after functional equivalence testing:
- 25–30% cost reduction
- 15–20% weight reduction
- 5 dB NVH improvement — a performance gain, not a compromise

The supply chain dimension amplifies the saving when a VA/VE review finds that multiple product families can run on a rationalised set of resin grades, purchasing volume per grade increases. That volume concentration creates leverage in supplier negotiations that a fragmented, over-specified grade portfolio cannot.
Requalification Is Not Optional
Material substitution VA/VE is only sound when the process includes full requalification. This means:
- Testing against original functional specifications
- PPAP documentation prepared for customer review
- Engineering change approval from the OEM before any production changeover
The difference between a VA/VE material substitution and an unauthorised change comes down to this documentation trail — which is precisely where ISO 9001:2015 certification becomes relevant.
Jairaj's quality management infrastructure covers dimensional verification, material property testing, and PPAP documentation, providing the process rigour this work requires. An undocumented grade change that saves cost on paper but triggers a warranty event or OEM audit eliminates any financial benefit immediately.
What These Case Studies Reveal About VA/VE ROI
The Common Pattern
Across all three case studies, the savings come from the same source: challenging design and material assumptions made during initial product development, before cost pressure existed. The polymer selected conservatively in year one, the two-part assembly designed without mould complexity constraints in mind, the metal bracket specified before anyone tested an engineering polymer alternative — these are the sources of durable cost reduction.
Procurement-led price negotiation works on supplier margin. Engineering-led VA/VE restructures the cost itself — reducing material use, part count, or process steps before the invoice exists. That distinction determines how much savings headroom is actually available.
How to Calculate VA/VE ROI
The standard project-level formula:
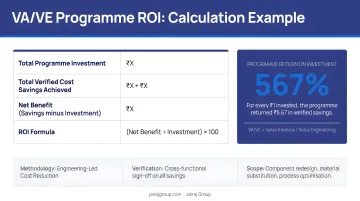
ROI = (Annual Savings − Programme Investment) ÷ Programme Investment × 100
Programme investment includes engineering time, tooling changes, testing, and requalification costs. Annual savings are calculated as per-unit saving × annual production volume.
Applying this to the Volkswagen intake manifold example with approximate figures:
- Assume 25% cost reduction on a component costing ₹800/unit, producing ₹200/unit saving
- At 500,000 units/year: ₹10 crore in annualised savings
- Against a programme investment of ₹1.5 crore (tooling modification + testing + PPAP)
- ROI = (10 − 1.5) ÷ 1.5 × 100 = 567%
These figures are illustrative, not guaranteed. The order of magnitude is consistent with the case studies cited earlier in this article, where single-component redesigns delivered $45–$66 per vehicle savings at automotive volumes (figures drawn from international published benchmarks in USD).
The Compounding Argument
The manufacturers generating the best VA/VE returns treat it as a continuous programme embedded in their engineering calendar — not a project initiated when margin pressure becomes acute. Each product generation, each material review, each part consolidation study adds to a cumulative savings track that compounds across a product line over years.
The 80% design-cost lock-in principle makes the timing argument straightforward: the earlier in a product's life a VA/VE intervention happens, the more cost is still moveable. Post-launch VA still delivers value, but it competes against committed tooling, validated specifications, and customer-approved documentation. VE at the design stage faces none of those constraints.
Frequently Asked Questions
What is VA/VE savings?
VA/VE savings are the measurable cost reductions achieved by analysing a product's functions and eliminating costs that don't contribute to performance. Savings are expressed as cost-per-unit reduction, annualised against total programme investment.
What is an example of cost savings through VA/VE?
Converting a die-cast aluminium turbocharger outlet T-joint to a 35% glass-fibre PA66 injection-moulded component is a documented example — delivering 42% weight reduction and 35% cost reduction while meeting identical functional specifications, with no secondary finishing required.
What is the difference between VA and VE in manufacturing?
VE is applied during initial product design to avoid unnecessary costs before production begins — this is cost avoidance. VA is applied to products already in production to identify and remove costs embedded in existing designs — this is cost reduction. Both improve the Function ÷ Cost ratio.
How do you measure the ROI of a VA/VE programme?
The standard calculation is: (Annual Cost Savings − Programme Investment) ÷ Programme Investment × 100. Programme investment should include engineering, tooling, testing, and requalification costs; savings should reflect per-unit reduction multiplied by production volume.
Can VA/VE be applied to plastic and polymer components?
Plastic components deliver some of the strongest VA/VE returns. The highest-impact opportunities — metal-to-plastic conversion, part consolidation through mould redesign, and material grade substitution — consistently produce both cost and weight reductions without compromising functional performance.