Value Analysis and Value Engineering (VA/VE) is one of the most proven methodologies for navigating this tension. Unlike blanket cost-cutting, VA/VE targets function — asking whether every material choice, every design feature, and every assembly step actually earns its cost.
This article walks through three scenario types that come up repeatedly in plastic manufacturing: metal-to-plastic conversion, part consolidation, and material grade optimisation. For each, we break down the approach, the results, and the lesson manufacturing engineers and OEM procurement teams can act on immediately.
Key Takeaways
- VA/VE = maximising function relative to cost — not just cutting spend
- Metal-to-plastic conversion cuts component weight by 30–40% and eliminates secondary machining
- Part consolidation lowers tooling count, assembly labour, and tolerance stack-up failures in one move
- Material over-specification is common and correctable through structured VA reviews
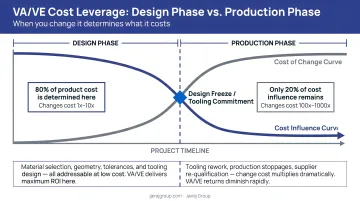
- Start VA/VE before tooling is committed — that's where the highest returns are captured
What Is VA/VE in Plastic Manufacturing? A Quick Primer
SAVE International defines Value Methodology as a systematic, multidisciplinary, function-analysis process designed to improve value — where value equals reliable performance of required functions at the lowest overall cost.
In practical terms:
- Value Analysis (VA) examines cost and function of parts already in production — identifying what can be improved without a redesign
- Value Engineering (VE) applies the same thinking before a part launches — building cost-efficiency into the design from the start
The core equation is simple: Value = Function ÷ Cost. A part's value improves when you remove features that don't serve the function, substitute materials that meet requirements at lower cost, simplify tooling geometry, or consolidate assemblies.
Why Plastics Offer Unusually Wide VA/VE Headroom
Metals give you limited flexibility — you're working within a narrow band of alloys and processes. Polymers are different. The range of available grades, reinforcement types, processing methods, and design geometries means the solution space for cost and value improvement is far broader.
Consider tooling alone: Plastics Technology reports that conformal cooling can reduce injection moulding cycle times by 30–40%, with one documented case improving annual output from 1,000,000 to 1,523,045 cycles — a 52% throughput increase — with a 2–12 month payback. That's a VA/VE outcome driven entirely by tooling design, not material change.
For manufacturers engaging Jairaj Group's dedicated Research, Development & Value Engineering Centres, this breadth of options translates into structured analysis across every cost lever:
- Material research and grade selection
- DfM (Design for Manufacturability) analysis
- Cost engineering and process simulation
- In-house testing and validation under one roof
Covering all of these under a single engagement — rather than addressing each in isolation — is what produces compounding cost reductions rather than one-off savings.
Case Study 1: Metal-to-Plastic Conversion in Automotive Suspension Components
The Challenge
An automotive OEM is sourcing a bracket or housing originally manufactured in die-cast aluminium or stamped steel. Raw material costs are climbing, machining tolerances extend lead time, and a multi-step assembly process pushes per-unit cost up every year. The objective: reduce cost and weight without compromising mechanical performance.
The VA/VE Approach
A cross-functional team — design, materials, and manufacturing engineers — begins with function analysis, not material selection. The focus is on identifying which mechanical properties are genuinely load-bearing and which reflect legacy choices with no current functional justification. Only after that decomposition are material candidates evaluated against verified requirements.
The comparison typically looks like this:
| Material | Density | Tensile Property | Notes |
|---|---|---|---|
| A380 Die-Cast Aluminium | 2.76 g/cc | 324 MPa UTS | MatWeb baseline |
| AISI 1008 Steel Sheet | 7.87 g/cc | 303–358 MPa UTS | MatWeb baseline |
| BASF Ultramid PA66-GF30 | 1.37 g/cc | 185 MPa stress at break | BASF datasheet, Feb 2026 |
| LyondellBasell PP-GF20 | 1.04 g/cc | 53 MPa tensile at yield | MatWeb |
| Celanese LFT PP-GF30 | 1.12 g/cc | 95 MPa tensile at break | MatWeb |
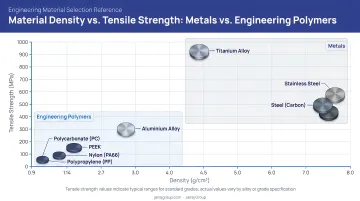
The density numbers make the opportunity concrete. PA66-GF30 at 1.37 g/cc against aluminium at 2.76 g/cc is a 50% density reduction before any geometry optimisation. Steel-to-plastic conversions show an even larger gap — AISI 1008 steel at 7.87 g/cc against PA66-GF30 is nearly a 6× difference.
Results
Weight savings in metal-to-plastic conversion are documented across multiple OEM programmes. LANXESS reported in 2021 that an automotive cross-car beam using injection-moulded hybrid technology could be designed with around 30% less weight than an all-steel structure. SABIC's automotive composite structures report weight reductions of up to 40% against steel equivalents.
Beyond weight, successful conversions typically eliminate:
- Secondary machining operations
- Surface finishing steps
- Assembly complexity from corrosion-protection requirements
- Weight-related logistics costs downstream
Those eliminations compound. A component that no longer needs post-moulding machining, corrosion coating, and multi-piece assembly can cut process steps by half or more. Jairaj Group's material engineering team applies this approach across PA66-GF, TPU, PEEK, and glass-filled PP for suspension components including bushings, spring seats, and strut elements — each validated through dimensional, thermal, and fatigue testing in-house.
Key Takeaway
Metal-to-plastic conversion delivers the highest VA/VE returns when function analysis is done rigorously before material selection begins. Skipping the functional decomposition and jumping straight to "what polymer replaces this metal?" is the fastest route to a part failure or a costly re-engineering cycle.
Case Study 2: Part Consolidation Through Injection Mould Redesign
The Challenge
A manufacturer runs three separate injection-moulded parts — a housing, a bracket, and a clip — each with its own tool, its own production run, and its own assembly step. The combined cost of three tools, three separate moulding schedules, and manual assembly is significantly higher than it needs to be. But because each part was designed independently, nobody has mapped whether consolidation is feasible.
The VA/VE Approach
The VA/VE team starts by mapping each component's function, not its form. When the functions are laid out, it becomes clear that two or three separate parts could be redesigned as a single over-moulded or family-moulded component. The functions don't disappear; they're delivered by a single part instead of three.
DfM analysis then identifies what redesign requires:
- Wall thickness adjustments for uniform cooling
- Draft angles that allow clean ejection from a consolidated geometry
- Gate placement that fills all functional features without weld-line defects
The tooling strategy shifts from three single-cavity tools to a single multi-cavity or family mould. The economics here require clear thinking: Plastics Technology's quoting framework notes that doubling cavitation only reduces per-part cost if machine size and labour don't increase proportionally.
The analysis has to account for shot size, machine tonnage requirements, and cycle time — not just tool count.
Results
When consolidation is executed correctly, the quality improvements are as significant as the cost savings:
- Fewer assembly joints eliminate tolerance stack-up failures
- Fewer interfaces reduce potential leak or failure points
- Single-tool output delivers more consistent dimensional results than three separately produced components
- Reduced inventory complexity lowers handling and logistics overhead

The tooling investment is higher upfront. A family mould or multi-cavity tool costs more than a single-cavity tool. But when tooling amortisation is spread across eliminated assembly labour, reduced scrap from assembly defects, and lower logistics complexity, the total cost of ownership shifts decisively in favour of consolidation.
Key Takeaway
Part consolidation requires collaboration between design engineers and mould-makers before tooling is committed. Once individual tools are cut, the VA/VE opportunity window is largely closed. Manufacturers with in-house tool room capability can iterate on consolidated designs without waiting on external toolmakers, which compresses the timeline considerably. Jairaj Group's in-house tooling across its facilities — covering multi-cavity, insert, and two-shot moulding — is one example of how this capability directly supports faster VA/VE execution.
Case Study 3: Polymer Grade Substitution for Cost Optimisation
Case Study 3: Polymer Grade Substitution for Cost Optimisation
The Challenge
A manufacturer producing plastic components for industrial or electrical applications has been running the same material specification for years. The grade was selected when the product launched — chosen conservatively to handle worst-case conditions that, in practice, rarely occur. The result: a premium engineering polymer with impact strength, heat resistance, or UV stability that exceeds what the application actually demands. Every part carries unnecessary material cost.
The VA/VE Approach
A value analysis of the existing specification starts with in-service conditions, not the datasheet. The team documents:
- Operating temperature range (actual min/max, not theoretical extremes)
- Load cycles and peak stress from field data or simulation
- Chemical exposure (cleaning agents, fluids, UV exposure)
- Regulatory requirements that genuinely constrain material choice
Once actual conditions are mapped, the gap between specification and requirement often becomes visible. A grade substitution candidate is identified and validated through a defined testing protocol — tensile, impact, thermal ageing, dimensional stability under load. The substitution only proceeds when test results confirm performance equivalence.
Results
When the substitution clears validation, the savings are structural — not one-time. In India, the price spread between commodity polymers (PP, HDPE) and engineering grades (PA66, POM, PC) can range from ₹80–₹200/kg or more depending on grade and supplier. At production volumes of hundreds of thousands of parts annually, even a ₹30–₹50/kg reduction compounds into meaningful annual savings without any design change or tooling cost.
Material substitution reviews are most effective when the team has hands-on experience across multiple grades. Jairaj Group's work spans commodity HDPE and PP through engineering-grade PA66-GF, POM, and PC to high-performance PEEK and UHMW-PE, giving substitution assessments a grounding in real application performance rather than datasheet comparison alone.
Key Takeaway
Material over-specification is one of the most overlooked cost drivers in plastic manufacturing — and among the easiest to address. Regular VA reviews of material specs should be a standing item in supplier-OEM cost cycles, not a reactive exercise triggered by margin pressure. Key prompts for review include:
- New polymer grades entering the market at lower cost points
- Design changes that reduce mechanical demand on a component
- Shifts in operating environment that no longer justify premium-grade properties
- Annual cost reviews where material spend is flagged as a line item
Key Lessons Learned Across VA/VE Projects
Three themes emerge consistently across these project types:
1. Function analysis precedes everything. Changing what a part is made of, or how many pieces it comprises, without first understanding what it needs to do is how VA/VE projects fail. The function analysis isn't a formality — it's the work that makes everything else defensible.
2. Timing determines the size of the opportunity. VE applied during design avoids cost from day one. VA applied to existing production recovers cost that's already embedded. Both are valuable, but the window narrows as tooling and production investment deepens.
A 1993 MIT study examining design-stage cost leverage found that design decisions accounted for a 48% range in total product cost across a detailed manufacturing cost model — meaning early decisions lock in, or eliminate, the majority of downstream cost.
3. Cross-functional collaboration drives the result. Design engineers without materials knowledge select the wrong grade. Materials engineers without tooling knowledge specify a polymer that can't be moulded to tolerance. Tooling engineers without assembly knowledge create geometries that complicate downstream steps.
VA/VE requires all three disciplines working simultaneously — which is why the manufacturing partner's internal capability profile matters as much as their quoted price.
TCO Versus Unit Price Thinking
The most common VA/VE failure mode is optimising for unit material cost while leaving larger savings untouched. Consider a simplified comparison:
| Cost Element | Unit-Price Focus | TCO Focus |
|---|---|---|
| Resin cost per part | Optimised | Optimised |
| Tooling amortisation | Ignored | Evaluated |
| Assembly labour per unit | Ignored | Evaluated |
| Scrap rate from assembly defects | Ignored | Evaluated |
| Logistics per shipment | Ignored | Evaluated |
Plastics Engineering notes that cooling alone consumes 50–70% of total injection moulding cycle time. A VA/VE review that focuses on resin price but ignores cycle time is leaving a significant lever untouched. The same logic applies to tooling strategy, assembly design, and scrap reduction.
That TCO lens only holds up when VA/VE runs as a continuous, structured process — embedded in NPI cycles and annual supplier reviews — rather than a one-off cost-reduction event. Jairaj Group structures its engagement this way: material research, DfM analysis, cost engineering, and process simulation are defined phases applied at each stage of the product lifecycle.
How to Identify a VA/VE-Ready Plastic Manufacturing Partner
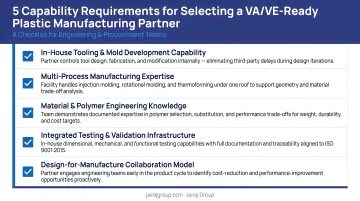
Not every injection moulder can execute VA/VE. The capability requirements are specific:
- In-house tool room — without it, design iteration waits on external toolmakers, which kills project momentum and adds cost
- Multi-polymer material expertise — genuine VA/VE across commodity, engineering-grade, and specialty polymers requires hands-on application experience, not just datasheet comparison
- Quality systems with formal change management — ISO 9001:2015 provides the documented framework for tracking substitutions, validating redesigns, and maintaining traceability through changes
- Multi-industry application experience — the broadest VA/VE idea pool comes from suppliers who've solved similar problems across automotive, industrial, aerospace, and electrical applications, not a single vertical
- Process simulation capability — flow analysis, cooling optimisation, and warpage prediction allow design changes to be validated before tool steel is cut
Few suppliers check all five boxes. Jairaj Group does — and the structure behind that claim matters:
- Six manufacturing facilities across India with in-house tooling at each site, eliminating third-party toolmaker delays
- Polymer expertise from HDPE and PP through PA66-GF, PEEK, and carbon fibre composites, built from four decades of hands-on application across automotive, aerospace, heavy equipment, and EV sectors
- ISO 9001:2015 certification covering the full change management chain — substitutions, redesign validation, and traceability
Their dedicated VA/VE Centres consolidate material analysis, DfM, cost engineering, and simulation into a single engagement — so evaluation, redesign, and sign-off happen in weeks, not months.
Frequently Asked Questions
What is VA/VE in manufacturing?
VA/VE stands for Value Analysis/Value Engineering: a systematic methodology that analyses each component's function and identifies better, lower-cost ways to deliver the same or greater performance. VA examines existing parts in production; VE applies the same thinking before a product launches.
What is an example of value analysis in operations management?
A common plastic manufacturing example: reviewing an existing injection-moulded assembly and discovering that two separate parts can be consolidated into one, eliminating a tool, reducing assembly labour, and removing a defect-prone assembly interface — without changing what the part does.
What is the difference between value analysis and value engineering?
VE is applied during the design phase to prevent unnecessary cost from being built into a product. VA is applied to products already in production to identify and recover embedded costs. Both share the same goal: maximising value relative to cost.
What are common VA/VE outcomes in plastic injection moulding?
The most frequent outcomes include part consolidation, metal-to-plastic conversion, material grade substitution, tooling optimisation (multi-cavity or family moulds), and cycle time reduction. Each reduces per-unit cost while maintaining or improving part performance.
How does metal-to-plastic conversion relate to VA/VE?
Metal-to-plastic conversion is one of the highest-impact VA/VE strategies available. Replacing heavier metal components with engineered polymers reduces weight, eliminates secondary machining, and lowers per-part cost — provided the correct polymer grade is specified for the required mechanical and thermal performance.
When should VA/VE be applied in the product lifecycle?
VE is most valuable early, during design and NPI, when changes are cheapest. VA can be applied at any stage of an existing product's life. The earlier both are applied, the greater the cost impact — though mid-production VA reviews still yield meaningful savings.