
Introduction
Plastic manufacturers face a persistent tension: customers want lower costs, while engineering teams are rightly protective of part performance and reliability. Cut the wrong variable and you end up with field failures, warranty claims, or a lost customer.
Value Analysis and Value Engineering (VA/VE) exist to resolve exactly this tension. Rather than asking "where can we cut costs?", VA/VE asks a more disciplined question: "where are we spending money that doesn't contribute to function?"
The methodology is especially relevant for plastic components. Industry research from DFMA/Boothroyd Dewhurst suggests that 70–80% of a component's total cost is locked in during the design phase — before resin is ordered or tooling begins. Decisions about polymer grade, wall thickness, gating strategy, and part geometry made at the concept stage drive downstream costs in ways that are difficult and expensive to reverse.
This article covers the fundamentals of VA/VE as they apply to plastic component manufacturing: what the methodology is, how VA and VE differ, how the job plan works in practice, and which levers deliver the most meaningful savings.
Key Takeaways
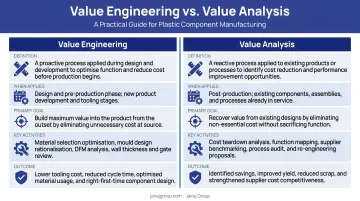
- VA (Value Analysis) targets existing components already in production; VE (Value Engineering) targets new designs before tooling is cut
- Both use the formula Value = Function ÷ Cost to find and eliminate spend that doesn't serve customer requirements
- Key plastic-specific levers: material substitution, part consolidation, wall thickness optimisation, and runner system improvements
- A cross-functional team of design, procurement, quality, and the molder is essential — the molder's process knowledge is typically where the largest savings surface
- Early application of VA/VE yields the highest return, though VA can be initiated on any production component at any stage
What Is VA/VE and Why Does It Matter for Plastic Manufacturers?
The Core Formula
VA/VE is a systematic, function-driven methodology for improving product value by eliminating cost that doesn't contribute to performance. The governing formula is straightforward:
Value = Function ÷ Cost
Value improves when function stays the same and cost drops, when function increases without a proportional cost increase, or — ideally — when both happen simultaneously.
The methodology traces back to Lawrence D. Miles at General Electric in 1947. Post-war material shortages forced purchasing teams to find functional substitutes for scarce components. Miles documented what those exercises consistently showed: most product features existed out of habit, not necessity. The core principle, preserve functional output and eliminate avoidable cost, maps directly onto modern polymer engineering.
Why Plastics Are High-Leverage
For injection-moulded components, the design phase is where the real cost decisions happen:
- Polymer selection determines material cost per kilogram and processing window
- Wall thickness governs both material consumption and cycle time
- Part geometry drives whether secondary operations like trimming, welding, or painting are even needed
- Tooling configuration — number of cavities, runner type, cooling layout — drives per-unit amortisation
Changes made during design cost a fraction of what equivalent changes cost post-tooling. A Design Society study on engineering change costs across the product lifecycle found that the cost of making a change rises by a factor of ten with each stage crossed, from development through prototyping into production. This is the central argument for early-stage VE.
The Function vs. Feature Distinction
This distinction is the analytical engine of any VA/VE exercise. Consider a plastic mounting bracket:
- Function: Provide rigid load-bearing support between two mating components
- Features: Specific ribbing geometry, material grade, wall thickness, surface finish, colour
The function is non-negotiable. Every feature should earn its place by contributing to that function — or it's a candidate for elimination. For automotive OEMs, EV platform suppliers, and heavy equipment manufacturers, this is precisely where supplier-led VA/VE creates measurable impact: fewer unnecessary features mean lower per-unit costs, shorter cycle times, and simpler tooling.
Value Analysis vs. Value Engineering: Key Differences
The distinction matters practically — not just semantically.
| Dimension | Value Engineering (VE) | Value Analysis (VA) |
|---|---|---|
| Timing | During design, before tooling | Post-launch, existing production parts |
| Primary goal | Cost avoidance | Cost recovery |
| ROI | Higher (changes are cheap) | Lower (changes may require tooling) |
| Entry point | New product development | Existing product lines under margin pressure |
A Concrete Plastics Example
Take a plastic electronic housing:
- VE pre-launch: The design team and moulder review gate location during DFM. Moving the gate eliminates a sink mark on a visible surface, removing the need for a post-mould cosmetic operation. Zero tooling rework, zero production impact — cost avoided before it existed.
- VA post-launch: Twelve months into production, the procurement team flags that the specified resin grade carries a price premium over an alternative with equivalent mechanical and thermal properties. A resin substitution is validated and implemented — cost recovered from a component already running.
Neither replaces the other. VE prevents unnecessary cost from being designed in; VA recovers cost from components already in production. Together, they form a continuous improvement cycle. In practice, the terms VA, VE, and VAVE are used interchangeably — what changes is the product lifecycle phase and the analytical lens the team applies.
The 5 Stages of Value Analysis
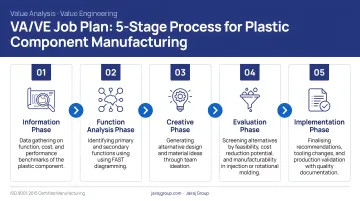
The VA/VE job plan is the structured backbone of any value methodology exercise. Different frameworks use slightly different step counts — SAVE International's 2015 Value Methodology Standard prescribes six phases at minimum, with eight when preparation and implementation are included. The five stages below represent the grouping most commonly applied in manufacturing practice.
Stage 1: Information Phase
Gather all relevant data before any analysis begins. For plastic components, this includes:
- Function requirements and performance specifications
- Current resin type, grade, and material cost per kilogram
- Production volume and run frequency
- Cycle time, scrap rate, and regrind percentage
- Tooling amortisation schedule
- Secondary operations and their costs
- Quality rejection rates by defect type
The goal is a complete cost picture — not just material cost, but total cost of production.
Stage 2: Function Analysis Phase
Break the component into its constituent functions and assign a cost to each. Distinguish:
- Basic functions — what the part must do (load bearing, sealing, electrical isolation)
- Secondary functions — features that support the basic function (ribbing that prevents warpage)
- Unnecessary functions — features that add cost without adding customer-perceived value
This is the diagnostic heart of VA/VE. A rib that prevents warpage is secondary but necessary. A surface texture that replicates an older design without customer requirement is unnecessary — and is a direct saving.
Stage 3: Creative Phase
Facilitate structured brainstorming across engineering, procurement, and the molder to generate alternatives that deliver the same functions at lower cost. For plastic parts, alternatives might include:
- A different resin family with a lower price point and equivalent performance
- Thinner walls stabilised with optimised ribbing to reduce material consumption
- Consolidating two components into one moulded part to eliminate an assembly step
- Switching from a cold runner to a hot runner system to eliminate sprue waste at high volumes
No idea should be dismissed during this phase — feasibility comes next.
Stage 4: Evaluation and Development Phase
Screen generated ideas against:
- Feasibility and technical risk
- Estimated cost savings per unit and annually at volume
- Tooling modification requirements and associated one-time investment
- Material validation requirements (testing, qualification timeline)
- Quality risk and impact on existing PPAP documentation
Shortlisted alternatives are developed into proper proposals with cost estimates attached.
Stage 5: Presentation and Implementation Phase
Present validated recommendations to decision-makers with a structured business case covering:
- Savings per unit and projected annual impact at production volume
- One-time tooling investment and payback period
- Any material qualification timeline or risk flags
After approval, changes must go through rigorous qualification — PPAP re-submission, dimensional validation, and functional testing — before full production adoption. This ensures the savings are real and no new failure modes are introduced.
The Four Types of Value in VA/VE
Not all value is the same — and in VA/VE, identifying which type a component primarily delivers determines where the analysis should focus.
The four types, sourced from W. L. Gage's foundational Value Analysis text, are:
- Use Value — the properties and qualities that accomplish a function, work, or service
- Esteem Value — the features or aesthetics that make a product desirable to own
- Cost Value — the sum of labour, material, and production expenditure required to produce it
- Exchange Value — the market worth or price customers will pay
Note: Exchange Value appears consistently in secondary teaching materials but is less uniformly defined across primary VA/VE standards — teams should confirm which framework their organisation follows.
How They Interact in Practice
Consider an automotive trim panel versus a structural bracket. The dominant value type changes the entire focus of the VA/VE exercise:
| Component | Dominant Value Type | VA/VE Focus Area |
|---|---|---|
| Automotive trim panel | Esteem Value | Process improvements, resin optimisation — not surface specification cuts |
| Structural bracket | Use Value | Material substitution, wall thickness reduction, cycle time optimisation |
Cutting surface quality on a trim panel to reduce cost value risks eroding exchange value — a net loss. The bracket has no such constraint; aggressive cost-out is safe because customers never evaluate its appearance.
Getting this classification right at the start of a VA/VE study keeps the team focused on levers that actually improve value — not ones that quietly undermine it.
Key VA/VE Levers Specific to Plastic Component Manufacturing
Material and Design Levers
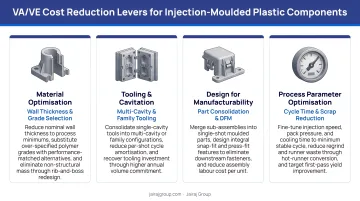
The most impactful plastic-specific VA/VE opportunities fall into four categories:
- Material substitution — switching from a branded engineering resin to a validated lower-cost equivalent that meets the same mechanical, thermal, and chemical resistance requirements. Savings can be substantial at volume, but must be confirmed through testing before production adoption
- Part consolidation — redesigning two or more components into a single moulded part eliminates assembly steps, reduces BOM count, and removes associated fasteners or joining operations. The functional analysis stage typically surfaces these opportunities
- Wall thickness and rib optimisation — achieving equivalent structural performance with reduced wall thickness by using optimised ribbing geometry. Thinner walls mean less material per shot and shorter cooling times — both direct cost reductions
- Runner and gating improvements — reducing material waste per shot through gate location optimisation, runner diameter reduction, or runner system redesign
Tooling Levers
Tooling decisions carry significant leverage in high-volume production:
- Family moulds — running multiple related parts in a single tool reduces tooling amortisation per part
- Hot runner conversions — eliminating runner waste reduces regrind and raw material cost, though MoldMaking Technology notes that ROI depends on resin type, volume, and downtime risk — making case-by-case evaluation essential
- Cavity expansion — adding cavities to an existing tool reduces per-unit tooling amortisation at higher volumes
Process Levers
Process-level savings are often overlooked in VA/VE but can be substantial:
- Cycle time optimisation — cooling, pack, and hold phases are common targets. A Plastics Technology case study recorded a drop from 27 seconds to 17.6 seconds through conformal cooling redesign — results vary by application
- Secondary operation elimination — design changes that remove painting, ultrasonic welding, or trimming steps reduce labour cost and process complexity
- Scrap rate reduction — automotive injection moulding operations often carry scrap allowances up to 2%, but disciplined process control — or targeted design changes — can bring actual scrap below 0.5%, per Plastics Technology reporting
Jairaj Group's in-house Value Engineering Centres integrate DFM analysis, process simulation (flow analysis, cooling optimisation, warpage prediction), and rapid prototyping to evaluate these levers quickly and with data.
Building Your VA/VE Team for Plastic Components
Who Needs to Be in the Room
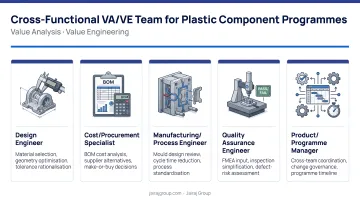
Effective VA/VE for plastic components is a cross-functional exercise. PMI guidance on value engineering recommends teams of four to six members with complementary expertise. For plastics, the right composition typically includes:
- Design engineer — owns functional requirements and part geometry
- Mould/process engineer — understands cycle time, cooling constraints, and material behaviour at the machine
- Procurement — owns material cost and supplier relationships
- Quality engineer — assesses risk of any proposed change and manages qualification requirements
- Molder or component supplier representative — brings tooling knowledge, resin processing experience, and manufacturability insight that design-only teams lack
Why the Molder's Role Is Critical
A supplier with in-house tooling, material testing, and DFM capabilities can identify savings that internal design teams will miss. Design teams know what a part must do; the molder knows what it costs to make and where the process is running inefficiently.
Early Supplier Involvement (ESI) in VA/VE consistently produces better outcomes than analysis conducted in isolation. Manufacturing constraints surface during design, not after tooling is cut — and that timing is everything.
Jairaj Group's recognition as a "Strategic Business Partner" by Tenneco Automotive and the "Best Supplier Award for Fastest & First Time Right Developments" from Endurance Technologies reflect exactly this kind of upstream collaboration, where engineering decisions are made with full visibility into production realities from the start.
Frequently Asked Questions
What are the 5 stages of value analysis?
The five stages are: Information gathering, Function analysis, Creative brainstorming, Evaluation and development, and Presentation/Implementation. Each stage systematically identifies cost that doesn't contribute to customer value and builds a validated business case for eliminating it.
What is the difference between value analysis and value engineering?
VE applies during new product design — before tooling is commissioned — to avoid building unnecessary cost into the component. VA applies to existing products already in production to recover cost. Both use function analysis as their core diagnostic tool.
What are the four types of value in VA/VE?
Use Value, Esteem Value, Cost Value, and Exchange Value. Identifying which type matters most for a given component directs the VA/VE team's focus: structural parts typically allow aggressive cost reduction, while consumer-facing parts require care to preserve perceived quality.
When is the best time to start VA/VE for a plastic component?
VE should begin during concept and design, before tooling is commissioned. That's when the most cost is locked in and changes are cheapest. VA can be initiated at any point in production, and is especially valuable when volumes are high or margins are under pressure.
Can VA/VE be applied to existing injection moulds and tooling?
Yes. VA for existing tooling covers runner system changes, cavity modifications, resin substitution, and cycle time optimisation. Any tooling change requires re-qualification to maintain dimensional and performance standards — PPAP re-submission is standard practice.
How does material substitution work in VA/VE for plastics?
Material substitution identifies a lower-cost resin or resin grade that meets the same functional requirements: mechanical strength, thermal resistance, and chemical compatibility. The alternative must be validated through testing before production adoption, with qualification rigour scaled to application criticality.


