Introduction
A design gets locked in at month two. Production starts at month eight. By month twelve, the cost overrun is real, the tooling has been modified twice, and nobody can quite explain where the budget went.
This pattern is common in component manufacturing — and it's precisely the problem value engineering exists to prevent. Value engineering is a structured, function-first discipline. It asks the right questions before financial commitments are made — not after the tooling bill arrives.
This article draws on field-level manufacturing realities — what VE actually changes on the shop floor, where it consistently fails, and what outcomes manufacturers can realistically expect when it's applied with discipline. The global injection-moulded plastics market sits at $362.47 billion in 2025, projected to reach $481.42 billion by 2033. At that scale — with Indian manufacturers increasingly competing for global supply chain positions — the gap between disciplined VE and reactive cost-cutting shows up directly in margins and contract renewals.
Key Takeaways
- VE is a function-first methodology, not a rebranded cost-cutting exercise
- Design decisions lock in the majority of a component's lifetime cost before production begins
- Key VE levers: material substitution, part consolidation, DFM corrections, and cycle-time optimisation
- Early supplier involvement improves VE outcomes when the supplier brings real DFM and tooling expertise
- Applying VE too late, or only once, is the most common reason programs underdeliver
What Value Engineering Actually Means on the Shop Floor
Function First, Cost Second
SAVE International defines value methodology as a systematic process, used by a multidisciplinary team, to improve value through analysis of functions. The core equation: Value = Function Performance / Resources. Lawrence D. Miles introduced this framework at General Electric in 1947, and the logic hasn't changed — understanding what a component must actually do comes before any cost decision.
This distinction matters practically. Reactive cost reduction asks: "Where can we spend less?" VE asks: "What must this component do, and what is the least costly way to do it reliably?" Those are different questions with different answers.
VE vs. VA — Both Matter in Manufacturing
Industry usage distinguishes two related applications:
- Value Engineering (VE) — applied during design and pre-tooling stages on new components
- Value Analysis (VA) — applied to components already in production, examining whether existing designs still represent good function-to-cost ratios
SAVE's 2015 Value Methodology Standard treats these as interchangeable terms for the same methodology. In practice, both are relevant: VE prevents unnecessary cost from being built in, while VA uncovers efficiency gains that build up across a production run.
What VE Is Not
The misconception is widespread enough to be worth addressing directly:
- Not a materials swap — substituting cheaper materials without validating performance is not VE
- Not feature elimination — removing safety-critical design elements to cut unit cost undermines the function the component exists to perform
- Not a procurement event — running a one-time cost review at contract renewal misses the methodology entirely
Substituting a polymer grade that fails under real operating temperatures is not value engineering — it is false economy that generates warranty claims and customer relationship damage.
The Cross-Functional Team
The disciplines above don't fail in isolation — they fail when the right people aren't in the room early enough. A working VE team typically draws from:
- Engineering and design
- Procurement and costing
- Quality and compliance
- Tooling and process development
- The customer's design team (where possible)
The critical variable is timing. The team must convene before tooling investment is committed. Once tool steel is cut, the design is largely fixed and VE leverage drops sharply.
The Real Cost Drivers VE Targets in Manufacturing
Design Lock-In: The Highest-Leverage Window
Boothroyd Dewhurst's DFMA research cites that roughly 70–80% of a product's cost is committed during the design stage — before a single tool is cut or machine is set up. Design decisions dominate lifetime cost — a point that holds consistently across DFMA literature even where specific percentages are debated. VE's highest leverage sits in this window, which is why applying it post-production is always a partial measure.
Three Primary Cost Drivers
1. Material selection
Grade over-specification is one of the most common and least-examined cost drivers in polymer component manufacturing. Engineering polymers carry higher per-kilogram costs than standard grades — using them where standard grades meet the functional requirement adds cost without adding value.
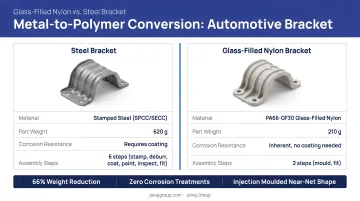
The more impactful material VE move is often metal-to-polymer substitution: a glass-filled nylon component that meets the same structural, thermal, and dimensional requirements as its metal predecessor, at lower weight and lower unit cost.
The BASF/Hyundai seat pan case illustrates this directly: switching to 35% glass-filled, impact-resistant Ultramid nylon 6 achieved a 20% weight reduction and 15% cost reduction versus the metal predecessor.
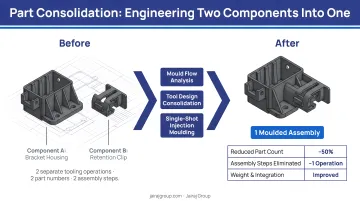
2. Part count and assembly complexity
Every additional component in an assembly adds tooling cost, assembly labour, procurement complexity, and tolerance stack-up risk. Boothroyd Dewhurst's DFMA data documents a pneumatic valve redesign that reduced parts from 24 to 11, cut assembly time from 185 to 78 seconds, and reduced manufacturing cost from $34.60 to $19.80 (USD, per source figures) — a 43% cost reduction driven primarily by part consolidation, not material cost.
A practical analogy: a housing plus a separate mounting bracket, each manufactured and inventoried separately, is a candidate for consolidation into a single injection-moulded assembly. At automotive volumes, tooling investment in the consolidated part typically recovers within 50,000–100,000 cycles — though the threshold varies by part complexity and cycle time.
3. Design-for-manufacturability gaps
DFM issues inflate cost without adding function:
- Inconsistent wall thickness causing sink marks and dimensional instability
- Undercuts requiring complex side-action tooling
- Draft angle problems that increase cycle time and reject rates
- Gate location decisions that affect fill, weld line placement, and surface quality
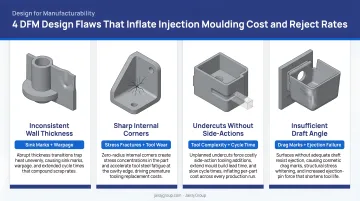
These are not minor finishing issues — they are design features that force manufacturing workarounds and permanently inflate per-part cost.
Lessons from the Field: Four Manufacturing VE Outcomes
Lesson 1 — Material Substitution That Delivered More Than Cost Savings
The most common metal-to-polymer substitution scenario follows a predictable pattern: an automotive or industrial component originally designed in metal (a bracket, housing, or structural insert) gets re-evaluated when volumes increase and per-part cost becomes a significant programme concern.
The function analysis step is critical here. Before any material is proposed, the team defines what the component must do: load path, thermal exposure range, chemical environment, dimensional stability requirements, assembly interface geometry. Once those are defined, the question becomes whether a reinforced polymer can meet them — not whether polymer is cheaper.
For automotive and industrial components, glass-filled nylons (PA66-GF) and engineering-grade polymers often meet or exceed the original metal specification on the relevant parameters, while delivering weight reduction, corrosion resistance, and easier assembly.
Jairaj Group's work in automotive polymer components — using PA66-GF, POM, PEEK, and PC across structural and functional applications — follows this same function-validation approach: dimensional, stress, and thermal testing are completed before any production commitment is made.
The secondary outcomes are worth noting explicitly:
- Weight reduction lowers vehicle energy consumption across the component's service life
- Corrosion resistance eliminates surface treatment steps from the production process
- Moulded-in geometry consolidates features that previously required secondary machining
Lesson 2 — Part Consolidation That Simplified a Supply Chain
Two separately manufactured components — each with its own tool, its own inventory line, its own inspection protocol — represent a consolidation opportunity whenever their assembly relationship is fixed and their combined function could be served by a single moulded part.
The VE analysis in these scenarios typically uncovers:
- Assembly time that could be eliminated entirely
- Tolerance stack-up between the two parts that was causing fitment variation downstream
- Procurement complexity (two suppliers, two lead times, two material certifications)
- Inventory carrying cost for two separate part numbers
The redesign requires a tooling investment in the consolidated component. The net outcome is evaluated against the sum of ongoing assembly labour, tolerance-related rework, and procurement overhead — and for high-volume OEM components, that calculation typically favours consolidation within 12 to 24 months of volume production.
Lesson 3 — DFM Review That Prevented a Tooling Rework Crisis
Catching a design flaw before tool steel is cut is categorically different from catching it after. Post-tooling corrections require steel removal or weld-and-recut operations that extend lead time, add tooling cost, and — in some cases — compromise tool integrity for the production life of the component.
Common pre-tooling catches during DFM review:
- Wall thickness transitions too abrupt for the material's flow characteristics, causing sink marks or voids
- Snap-fit features dimensioned beyond the specified polymer's flex limit — a failure mode that only appears after several thousand cycles
- Gate locations that create weld lines at structural stress points
- Draft angles insufficient for clean ejection, causing surface damage on every cycle
Jairaj Group's DFM process includes flow analysis, cooling optimisation, and warpage prediction before tooling commitment. Process simulation at this stage identifies the above issues in a digital environment where correction costs time rather than steel.
Lesson 4 — VA on an Existing High-Volume Component
Components in long production runs accumulate hidden inefficiency. Common sources include:
- Runner systems oversized for a reformulated resin grade
- Cycle times set conservatively during tool validation and never revisited as the process matured
- Material grades specified before lower-cost equivalents entered the market
VA on mature parts surfaces these gaps through systematic review: examining the material specification against current functional requirements, analysing runner geometry and shot weight, reviewing cycle time data against process capability, and assessing whether secondary operations (trimming, assembly, inspection steps) remain necessary.
The per-part savings from VA on a mature component may appear modest in isolation. Multiplied across annual production volumes of 50,000 to 500,000 units, the annual impact is meaningful — and the cost of the VA review is recovered quickly.
The Connecting Pattern
Across all four scenarios, the consistent factor is the same: function analysis conducted with cross-functional input before financial commitment. Not cost pressure applied after the design is locked. Not procurement negotiation at RFQ stage. The analysis comes first.
Why Early Supplier Involvement Changes the VE Equation
Design teams frequently make material and geometry decisions without full visibility into tooling constraints, polymer processing behaviour, or the manufacturing cost implications of specific features. That information lives with the manufacturer.
Early supplier involvement (ESI) addresses this gap by bringing the manufacturing supplier into the design process before specifications are finalised — not at the RFQ stage when the design is largely fixed.
What ESI Looks Like in Practice
For component manufacturing, ESI typically includes:
- DFM reviews conducted before drawings are released for tooling
- Material selection input while specifications are still open
- Tooling feasibility assessment covering cavity count, side actions, and gate strategy
- Prototype-to-production feedback loops using trial tooling before full production investment
Research evidence supports this approach: a 2024 Springer study found a statistically significant association between supplier/NPD collaboration and NPD efficiency (B = 0.167; p = 0.0402). These gains depend on the supplier having genuine DFM, tooling, and materials expertise — not just a seat at the table.
The In-House Toolroom Advantage
Suppliers with in-house toolroom capability can compress the ESI feedback cycle substantially. When DFM simulation, prototype tooling, and design iteration happen within the same facility, the elapsed time between a design question and a validated answer shrinks from weeks to days.
Jairaj Group's in-house toolroom supports exactly this model. Flow analysis, cooling optimisation, and rapid prototype tooling are available within the same engineering environment, allowing design problems to be identified and resolved before committing production tooling.
Bringing in the manufacturer only at RFQ stage locks in design decisions that limit VE opportunity. The avoidable costs that follow tend to persist for the entire production life of the component.
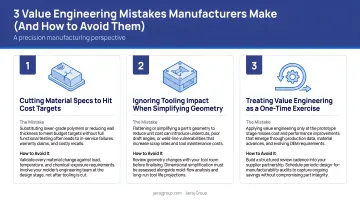
Common Mistakes That Undercut VE Results in Manufacturing
Most VE programmes fall short not because the methodology is flawed, but because teams apply it incorrectly. These three mistakes appear repeatedly across manufacturing environments — and each one is avoidable.
Mistake 1: Treating VE as a one-time event
A single VE workshop produces a one-time result. The compounding value of VE comes from applying it continuously: VE on new designs entering development, VA on mature components already in production. Teams that run one workshop and move on leave most of the available savings on the table.
Mistake 2: Confusing VE with specification downgrading
Selecting a polymer grade below the functional requirement — to save on resin cost — is not value engineering. If the material fails under thermal load, chemical exposure, or mechanical stress in service, the resulting warranty costs, field failures, and customer relationship damage will far exceed the original resin savings. VE preserves all required functions; it finds smarter ways to deliver them.
Mistake 3: Skipping function analysis and jumping to solutions
Teams under cost pressure often skip function analysis and go directly to brainstorming alternatives. This is the fastest route to optimising the wrong thing. Without a clear statement of what the component must do and what it costs to do it, changes can reduce cost in one area while creating problems elsewhere in the assembly or supply chain.
Function analysis is not a formality. It is the discipline that keeps VE from becoming expensive guesswork.
Frequently Asked Questions
What is value engineering in manufacturing?
VE in manufacturing is a systematic, function-led process for analysing how a product is designed and made, with the goal of achieving required performance at lower cost. It examines what a component must do before asking how it should be made — and seeks to eliminate costs that don't contribute to those required functions, without reducing quality, safety, or reliability.
What is the main goal of value engineering in manufacturing?
The main goal is to maximise the ratio of function to cost — identifying and eliminating unnecessary costs that don't contribute to required performance. This differs from across-the-board cost reduction: VE targets costs that add no functional value while preserving everything that does.
What is an example of VAVE in manufacturing?
One common example: a metal mounting bracket redesigned as a glass-filled nylon injection-moulded part that meets the same structural and thermal requirements at lower weight and cost. Another is consolidating a two-part assembly into a single moulded component, eliminating assembly labour, tolerance stack-up, and a procurement line item.
What is the difference between value engineering and cost-cutting in manufacturing?
Cost-cutting reduces spending by removing features or downgrading specifications. VE preserves all required functions and finds smarter ways to deliver them. The distinction matters because cost-cutting without function analysis frequently creates downstream failures that cost more than the initial savings.
When should value engineering be applied in the product development cycle?
VE has the highest leverage during design and pre-tooling stages, where early decisions determine the majority of a component's lifetime cost. VA can also uncover meaningful savings on production parts, particularly long-run components where material specifications, cycle times, or runner systems have never been re-examined.