Yet despite how widely the term is used, the actual mechanics of VA/VE in the plastics supply chain — what it touches, what it changes, and what it delivers — rarely get broken down at the component level. This article does exactly that: three measurable benefits, grounded in how injection-molded automotive components are actually designed, specified, and sourced.
Key Takeaways
- VA/VE = Value Analysis (applied to parts in production) + Value Engineering (applied during new product design, before tooling is committed)
- Three core benefit areas: polymer material optimisation, metal-to-plastic conversion, and part consolidation
- Skipping VA/VE lets legacy over-specifications compound across every production run, eroding margins and supplier ratings alike
- VA/VE embedded across the product lifecycle delivers compounding savings — not just one-time fixes during cost crises
- Suppliers with in-house toolroom capability and broad polymer expertise compress the gap between VA/VE insight and validated design change
What Is VA/VE in the Automotive Plastics Supply Chain?
SAVE International defines Value Methodology as "a systematic process used by a multidisciplinary team to improve the value of a project, product, process, service or organisation" — and notes that Value Analysis, Value Engineering, and Value Management may be used interchangeably.
In practical terms:
- Value Analysis (VA) examines components already in production to identify and remove costs that don't contribute to function
- Value Engineering (VE) applies the same thinking during new product development, before tool steel is committed
The governing logic is a simple equation. As cited in SAE paper 970767, the auto industry uses Value = Function ÷ Cost as its operating framework. The objective is to ensure that every rupee in the bill of materials is buying a function the customer actually values — not to reduce cost at the expense of performance.
Where VA/VE Surfaces in Automotive Plastics
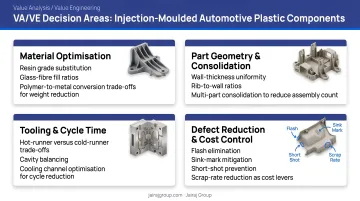
For injection-moulded components specifically, VA/VE decisions typically arise across:
- Polymer selection — is the specified grade still the most cost-effective option for the functional requirement?
- Wall thickness and ribbing — is geometry optimised for strength-to-material ratio, or inherited from a conservative early draft?
- Part geometry — can assembly interfaces be simplified or eliminated?
- Supplier sourcing — is the resin being sourced at optimal volume and grade?
Each of these represents a point where cost and function intersect — and where a structured VA/VE review can recover margin without compromising what the part needs to do.
Key Benefits of VA/VE for Automotive Plastic Components
These three benefit areas are where VA/VE programs in automotive plastics consistently deliver trackable outcomes — the kind that show up on supplier scorecards and OEM programme profitability reviews.
Polymer Material Optimisation and BOM Cost Reduction
Material specifications on automotive plastic components have a habit of outliving their justification. A grade selected during early development — when engineers defaulted to conservative safety margins — often remains in production for years without review, even as alternative polymers have improved and commodity prices have shifted.
VA systematically surfaces these inherited over-specifications. A cross-functional team (materials, design, procurement) reviews each component's mechanical requirements against current polymer alternatives:
- Can an unfilled nylon be replaced with a glass-filled polypropylene at equivalent stiffness?
- Is a costly engineering resin being used where a commodity grade would meet all load and thermal requirements?
- Has the filler content been validated against current mechanical testing, or assumed from an older spec?
This matters because raw materials represent the single largest cost element in most injection-moulded automotive components — making grade substitution one of the highest-leverage levers available to suppliers facing annual OEM cost-down mandates.
When this benefit is highest:
- High-volume components with long production runs (even small per-part savings multiply)
- Legacy designs not reviewed in three or more years
- When commodity polymer prices shift significantly, creating substitution opportunities that didn't exist at original design
Jairaj Group's engineering team works with a broad portfolio of automotive-grade polymers — PA66-GF, POM, PC, PP, ABS, TPU, HDPE, and PC/ABS blends — across its Research, Development & Value Engineering Centres. That material breadth is what makes systematic grade evaluation possible rather than theoretical.
KPIs this affects: raw material cost per part, BOM cost as a percentage of selling price, material scrap and regrind rates, annual cost reduction delivered to OEM.
Weight Reduction Through Metal-to-Plastic Conversion
One of the most commercially valuable VE applications is redesigning components originally specified in metal — brackets, housings, structural panels, crossbeams — into polymer alternatives engineered to match or exceed the mechanical performance at a fraction of the mass.
The process starts with a functional analysis of the metal part, mapping four key parameters against suitable polymer candidates:
- Load-bearing requirements — identifies minimum structural performance thresholds
- Thermal exposure range — determines whether standard engineering resins or high-performance grades (e.g., PEEK) are needed
- Vibration tolerance — informs damping characteristics and glass-fill content
- Assembly interfaces — ensures dimensional compatibility with adjacent components
Glass-filled nylon handles structural rigidity, PEEK covers high-temperature environments, and POM delivers precision fit and wear resistance — each selected against the specific requirement profile rather than defaulted from a prior spec.
The real-world weight reductions are substantial. BASF's documented automotive lightweighting cases include a polyamide transmission crossbeam that was 25% lighter than the prior die-cast aluminium beam, a seat pan that achieved 20% weight reduction versus metal with a concurrent 15% cost saving, and a natural-fibre roof frame that was 40% lighter than its metal counterpart on the Mercedes-Benz E-Class.

Regulatory Drivers: CAFE and BS VI in India
The U.S. Department of Energy reports that a 10% reduction in vehicle weight improves fuel economy by 6% to 8% in ICE vehicles. For EVs, the relationship is more direct: research published in Energy Policy found that each 1% increase in EV weight leads to approximately a 1% increase in electricity consumption.
For Indian OEMs, this has regulatory teeth. India's CAFE Phase II standard — in effect from FY 2022-23 — tightened passenger car CO₂ targets to 113 gCO₂/km, down from 130 gCO₂/km in Phase I. BS VI Phase 2 real-driving emission tests became mandatory from April 2023. These regulations make lightweighting a programme requirement, not a preference.
When this benefit is highest:
- During the VE phase, before tooling is committed — conversion geometry is far cheaper to engineer than to retrofit
- On EV platforms where every kilogram of mass reduction directly extends battery range
- On programmes where vehicle-level weight targets are defined as binding programme KPIs
KPIs this affects: component weight in grams per part, vehicle-level weight reduction contribution, fuel efficiency improvement where traceable, tooling cost versus equivalent metal fabrication.
Part Consolidation and Reduction of Assembly Complexity
Multi-component assemblies accumulate over time. What starts as three parts becomes five across model generations, as brackets, clips, and seals are added incrementally to solve fit or function problems.
VA/VE looks at total assembly cost — not just per-part cost — and asks whether the combined burden of labour, tolerance stack-up risk, and inspection overhead across those parts outweighs the cost of redesigning a single consolidated component.
For injection-moulded plastics, the answer is frequently yes. The design flexibility of precision moulding makes geometrically complex single-piece solutions feasible in ways that metal fabrication cannot match at equivalent cost.
The Quality Case for Consolidation
That cost case becomes stronger when quality is factored in. Every joint, clip, seal interface, and fastener is a potential failure mode — a source of rattle, leak, wear, or fit variation. Eliminating those interfaces through consolidation doesn't just reduce part count; it directly reduces the number of points at which the assembly can fail in the field.
This matters because warranty costs are a hard metric on OEM supplier scorecards. A consolidated moulded part with no assembly joints has fewer failure modes than the multi-part assembly it replaces — which translates to lower warranty claim exposure and better quality scorecard performance.
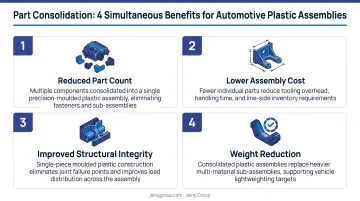
Part consolidation is one of the few VA/VE outcomes that simultaneously delivers:
- Lower BOM cost — fewer purchased components
- Reduced assembly labour — fewer operations per vehicle
- Improved field reliability — fewer interfaces, fewer failure modes
- Faster assembly cycle time — single-piece fitment vs. multi-step assembly
When this benefit is highest:
- Complex sub-assemblies that have evolved across multiple model generations
- Programmes where OEMs are simultaneously targeting cost and quality improvement
- High-volume assemblies where per-unit labour savings multiply significantly at scale
KPIs this affects: component count per assembly, assembly cycle time, tolerance stack-up risk, warranty claim rate for consolidated functions, total cost of ownership per assembly.
What Happens When VA/VE Is Skipped
Skipping VA/VE doesn't create one missed opportunity — it compounds inefficiency across every production run.
Without systematic VA/VE, plastic component designs carry forward legacy over-specifications with no end in sight. The consequences accumulate quietly:
- Materials remain more expensive than functional requirements justify
- Components carry excess weight that engineering analysis could have eliminated
- Assemblies retain parts that consolidation would have removed years earlier
None of this appears as a single line-item failure. It shows up as persistent margin erosion that worsens with every cost increase the supplier cannot absorb.
The supplier-relationship consequence is concrete. OEM annual cost reduction mandates don't pause because a supplier didn't run a VA/VE review. Suppliers who cannot demonstrate a structured cost reduction capability — backed by engineering analysis, not just procurement pressure on raw material vendors — are unable to meet those targets sustainably. That damages supplier ratings and, over time, threatens programme allocation. The business cost of skipping VA/VE is measured in lost contracts.
Lost contracts aren't the only consequence. Supplier damage to OEM relationships often starts earlier, at the product quality level. Without proactive VA/VE, design changes happen reactively — driven by field failures or customer complaints rather than engineering analysis. Reactive changes cost more, take longer, and damage OEM relationships in ways that a structured review cycle would have prevented. Plastics Technology notes that one week invested in upstream mould-design steps can save three weeks or more of back-end troubleshooting — the same logic applies to VA/VE at the design stage.
How to Get the Most from VA/VE in Automotive Plastics
Apply VE at the front end, VA as an ongoing cycle. The highest-leverage VA/VE decisions — material grade, part geometry, consolidation opportunities — are made before tooling is committed. Once tool steel is cut, the cost of change rises sharply. VE belongs in the NPI phase. VA belongs on a regular review cycle for existing high-volume components, triggered especially when commodity polymer prices shift or OEM cost targets are refreshed mid-programme.
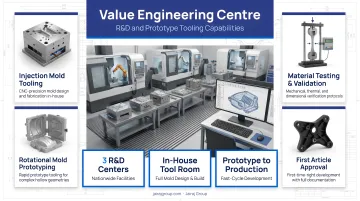
Involve the plastic supplier early and with full design access. VA/VE in the plastics supply chain works best when the supplier brings polymer expertise, DfM knowledge, and in-house toolroom capability to the conversation, not just manufacturing capacity.
Jairaj Group, for instance, runs dedicated R&D and Value Engineering Centres across facilities in Manesar, Faridabad, Rudrapur, Aurangabad, and Sanand. Their in-house capability in flow analysis, cooling optimisation, and prototype tooling means proposed design changes can be validated and costed quickly, without routing work through external vendors.
Document and institutionalise every accepted change. A material substitution rationale that lives only in an engineer's memory isn't institutional knowledge — it's a risk. Every accepted VA/VE change should be documented: what changed, why, what was validated, and what the cost impact was. That record informs future programmes and prevents teams from re-solving the same problems on future programmes.
Conclusion
VA/VE in the automotive plastics supply chain is not a one-time cost-reduction exercise. Material optimisation, weight reduction, and part consolidation don't reach a ceiling — each new model generation, commodity price cycle, and regulatory shift opens fresh ground for suppliers who apply structured analysis consistently.
The three levers that keep delivering value across program lifecycles:
- Material optimisation — right-sizing polymer grade selection to functional requirements, not legacy specs
- Weight reduction — geometry changes, hollow sections, and lower-density polymers that meet load and thermal thresholds
- Part consolidation — eliminating assembly steps by designing multi-function components from the outset
Suppliers who consistently deliver on these levers — bringing polymer expertise, DfM capability, and genuine co-engineering engagement with OEM teams — build the kind of supply relationships that hold through competitive re-sourcing. That depth of contribution is what separates a trusted engineering partner from a parts vendor in the automotive plastics supply chain.
Frequently Asked Questions
What is VA/VE in supply chain?
VA/VE is a structured methodology for eliminating unnecessary cost across the value chain — from material sourcing and component design to manufacturing and assembly — while preserving the function the end customer values. Value Engineering (VE) applies to new product development; Value Analysis (VA) applies to components already in production.
What are the benefits of VA/VE?
Key benefits include:
- Reduced BOM cost via polymer material optimisation
- Lighter components through metal-to-plastic conversion
- Fewer parts through consolidation
- Stronger supplier-OEM relationships backed by data-driven cost reduction that meets annual price targets
What is the difference between value analysis and value engineering in automotive?
Value Engineering (VE) is applied during new programme design before tooling is committed — this is where the highest-leverage decisions on material, geometry, and consolidation are made. Value Analysis (VA) is applied to components already in production to find and eliminate costs that have accumulated over time.
How does VA/VE apply specifically to injection-moulded plastic components?
For injection-moulded plastics, VA/VE commonly surfaces as polymer grade substitution, wall thickness optimisation, metal-to-plastic conversion, or part consolidation. These opportunities exist because injection moulding offers far greater design flexibility than metal fabrication.
When should VA/VE be applied — during product design or during production?
Both phases matter. VE at design stage has the highest ROI because changes are far cheaper before tooling is committed. VA during production recovers cost from existing designs and is particularly useful when material prices shift or OEM cost targets are updated mid-programme.
How can plastic component suppliers support OEM VA/VE goals?
Suppliers with in-house toolroom capabilities, deep polymer knowledge, and DfM expertise can propose material substitutions, consolidation redesigns, and process improvements independently — becoming co-authors of VA/VE savings rather than passive executors of OEM directives.