Yet bellows and protective plastic covers are frequently treated as commodity fitments — selected by outer diameter and price, not by material grade, convolute geometry, or validated stroke range. That approach creates failures that get attributed to the damper rather than the specification error that caused them.
This article covers what these components actually do, which materials govern their behaviour in service, the design parameters that determine whether they perform or fail, and how specification and validation should be approached.
Key Takeaways
- Bellows and protective covers shield piston rods, spring seats, and joints from dust, road salt, moisture, and debris — the main route to seal failure
- Common materials include EPDM and Neoprene for bellows; TPE/TPV, PP, PA6, and HDPE for injection or blow-moulded plastic covers
- Key design variables include convolute geometry, axial stroke range, articulation angle, wall thickness, and sealing interface design
- Wrong material, geometry, or interface fit causes premature cracking, ingress failure, or restricted suspension travel
- Specification must match the actual operating environment and duty cycle — off-the-shelf defaults rarely suffice
What Bellows and Protective Plastic Covers Do in a Suspension System
Bellows and protective covers serve multiple functions simultaneously: they physically exclude contaminants, maintain the integrity of the suspension stroke, and in many strut designs, provide a secondary bump stop function. Each function carries real consequences if the component underperforms.
Dust and Debris Exclusion
The piston rod of a shock absorber operates within very tight clearances at the seal interface. Any abrasive particle reaching that surface accelerates seal lip wear — and once the seal degrades, hydraulic fluid weeps out, the damper loses calibrated damping force, and the assembly degrades toward full damper failure. As Monroe's protection kit documentation states, thermoplastic dirt shields prevent contaminants and debris from reaching the piston rod and oil seal. The bellow performs exactly that function.
Corrosion and Moisture Protection
Road salt, water spray, and mud create a chemically aggressive environment around strut housings and spring perches. ZF's product documentation confirms that Sachs plastic dust covers protect dampers against stone chipping and dirt, and notes that plastic covers introduced in 2020 offer better resistance to moisture and road salt than the metal designs they replaced. This protection extends further than the damper body — moisture penetration accelerates galvanic corrosion on metal spring seats and degrades rubber bushings in adjacent components.

Articulation and Stroke Accommodation
Bellows must flex repeatedly through the full suspension travel range — compression and rebound — while also accommodating the articulation angle generated during steering and wheel travel. This is a design constraint, not just a material property. A bellow that imposes a measurable restoring force will alter suspension kinematics and may generate noise. The flex must be compliant across the full range without loading the strut.
Bump Stop Integration
In many strut and monotube designs, the bellow is assembled with a jounce bumper as a single unit. This creates a dual load path: the bellow handles ingress protection (keeping contaminants out) and flex compliance, while the bump stop handles compressive loading at the end of the jounce stroke. These are separate functions with separate material requirements — the bump stop portion requires independently specified hardness, typically in polyurethane or TPU, regardless of what the bellow section is made from.
Materials Used: Rubber, Plastics, and Polymers Compared
Most vehicles use both rubber bellows and engineering polymer covers simultaneously, each suited to different positional and functional requirements. Understanding where each material class works and where it fails is the basis of correct specification.
Rubber-Based Bellows Materials
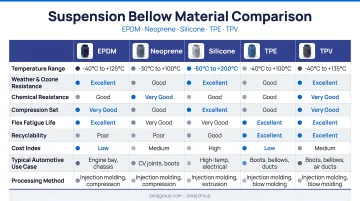
EPDM is the dominant compound for suspension bellows in exterior, weather-exposed positions. It offers excellent ozone, UV, and weathering resistance, with cold flexibility to -57°C and service capability to around 150°C. Its critical limitation: EPDM is incompatible with mineral-oil products including greases and petroleum-based lubricants. It should not be used in positions adjacent to grease-filled joints.
Neoprene (CR/chloroprene) fills that gap for applications near grease or hydrocarbon-adjacent environments (CV boots and steering rack boots, for example). Neoprene offers better mineral-oil tolerance than EPDM, with service up to 121°C and cold flexibility to around -40°C. Its constraint is a pronounced crystallisation tendency at low temperatures, which increases stiffness and can cause cracking in cold climates if the grade is not correctly specified.
Silicone (VMQ) becomes the correct choice when neither EPDM nor CR can sustain service temperatures. Dampers near exhaust or brake heat sources in all-terrain applications can approach or exceed 180°C, and silicone handles continuous service to around 204°C. The trade-off: relatively low tear strength and poor wear resistance make it unsuitable where abrasion is a factor.
Engineering Plastic and Polymer Covers
Thermoplastic Elastomers (TPE) and Thermoplastic Vulcanizates (TPV) represent the modern injection-moulded alternative to vulcanised rubber for suspension bellows. TPV combines rubber-like flexibility with thermoplastic processability : it can be injection-moulded to tighter dimensional tolerances, with shorter cycle times and recyclability within the manufacturing stream. ExxonMobil's Santoprene 201-87 datasheet specifically identifies automotive boots and bellows for steering and suspension as target applications, citing continuous upper temperature resistance of 135°C for 1,008 hours, a brittleness temperature of -54°C, elongation at break of 580%, and excellent flex-fatigue resistance.
Jairaj Group supplies TPE and TPV-based suspension bellows and protective covers to OEM suspension manufacturers including Gabriel India Limited and Tenneco Automotive. Their portfolio spans bellows, struts, rebound bumpers, spring guides, and protective covers, using TPE, TPU, and Hytrel® for elastic fatigue durability and long-cycle fatigue resistance.
Components are manufactured under ISO 9001:2015 quality systems, with testing covering dimensional verification, temperature cycling, and chemical resistance evaluation.
Polypropylene (PP) and glass-filled Nylon (PA6/PA66) serve rigid dust caps, strut top covers, and semi-structural protective housings where flexibility is not required. The choice between them comes down to temperature behaviour: glass-filled PA6 offers higher stiffness and strength but becomes more brittle below -20°C, while PP provides better cold-weather impact performance at lower cost and weight.
HDPE (blow moulded) addresses complex hollow geometries that injection moulding cannot produce economically in a seamless form. The process delivers uniform wall thickness across closed shapes, making it suitable for larger protective housings and reservoir-adjacent covers. Jairaj operates both injection moulding and extrusion blow moulding systems for this component class.
Material Selection Decision Criteria
Specification should be driven by these variables, assessed together rather than in isolation:
- Temperature range: Both steady-state operating temperature and transient peak exposure (brake-adjacent positions may exceed standard operating ranges briefly)
- Chemical exposure: Petroleum-based grease rules out EPDM; brake fluid or road salt exposure affects polymer grade selection
- Flex fatigue cycles: Determined by suspension duty cycle ; commercial vehicle applications see higher frequency and amplitude than passenger cars
- UV exposure duration: Exterior positions require inherent UV resistance or stabilised grades
- Assembly interface: Clamp retention, snap-fit, or overmoulded interfaces each impose different sealing geometry requirements
Design Parameters That Define Performance
A correctly specified material in a poorly designed geometry will still fail — geometry and material must be optimised together, and this is where most specification errors actually occur.
Convolute Geometry: Number, Pitch, and Depth
The number of convolutions determines how total stroke is distributed across individual folds. More convolutions spread the strain over a larger number of fold roots, reducing peak strain per fold and extending fatigue life.
Pitch (the distance between convolutions) and depth (fold amplitude) together set the effective compression ratio and contact clearance with the damper body during full jounce.
Under-designed convolution geometry (too few folds, insufficient depth) concentrates strain at fold roots, which is the primary cause of axial cracking in service. These are OEM-programme-specific parameters; no universal standard defines them for suspension applications, and they must be validated against the vehicle's specific suspension travel envelope.
Stroke Range and Articulation Angle
Axial stroke defines the total compression-plus-rebound travel the bellow must accommodate without bottoming against the damper body or tearing at full rebound. Articulation angle defines the angular deviation the bellow must accept during steering and suspension movement without imposing a restoring force.
For context on duty severity: Dixon's Shock Absorber Handbook documents standard passenger-car heave frequency at approximately 1.4 Hz with normal ride amplitudes under 20 mm — while rally applications can see vertical impact speeds of 5 m/s or more. A bellow geometry validated for a passenger car should not be transferred to a commercial vehicle or off-road application without re-validating both stroke range and articulation angle.
Wall Thickness and Interface Design
Wall thickness governs both fatigue life and sealing effectiveness. Thicker walls improve durability but increase bellow stiffness; if that stiffness contribution exceeds a threshold, it introduces a measurable restoring force into the suspension stroke.
Shore hardness interacts with wall thickness to set dynamic stiffness. Both parameters must be specified together, not independently.
The bellow-to-rod and bellow-to-body retention interfaces are where ingress protection is either achieved or lost. Clamp design, retention groove geometry, and the degree of pre-compression at the interface define the achievable ingress protection class.
Interface design failures are the leading cause of ingress performance loss in service , not bulk material failure. The most common failure modes include:
- Insufficient retention groove depth
- Incorrect clamp torque at assembly
- Mismatched pre-compression between bellow and mating surface
What Failure Looks Like — and How Wrong Specification Causes It
Most bellow and cover failures trace back to specification errors made during component selection, not to random material defects. That distinction matters for failure analysis: if the root cause is a wrong material choice or mismatched geometry, replacing the failed component with an identical part will reproduce the same failure.
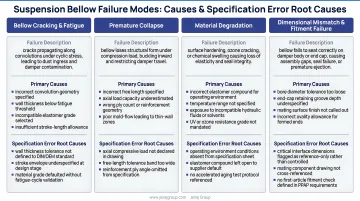
Primary Failure Modes
| Failure Mode | Root Cause |
|---|---|
| Axial cracking at convolute roots | Insufficient fold depth or over-hard material at low temperature |
| Circumferential splitting at retention interface | Clamp over-tightening or interface geometry mismatch |
| Surface hardening, loss of flex compliance | Thermal ageing or ozone attack on under-specified rubber grades |
| Ingress at attachment points | Insufficient pre-compression in the sealing interface |
Downstream Damage from Ingress
Once a bellow fails and abrasive ingress reaches the piston rod seal, seal lip wear follows, typically resulting in fluid weeping within one to two service intervals. At that point, oil leakage from the damper assembly follows — and a failed damper costs significantly more to replace than the bellow that could have prevented it.
Correct initial specification and proactive inspection at service intervals close that gap before it becomes a replacement cost.
Three Recurring Specification Errors
Selecting material on tensile strength alone — tensile strength is a static property. Suspension bellows fail in dynamic flex fatigue under thermal cycling, not in tension. The relevant properties are flex fatigue life, low-temperature flexibility, and temperature-range suitability.
Transferring a geometry from one vehicle platform to another without re-validating stroke and articulation angle. Suspension kinematics vary between platforms; a geometry dimensioned for one application may bottom out, over-extend, or exceed its articulation envelope on another.
Treating the bellow and bump stop as interchangeable — they are separate components with separate load paths, even when assembled as a unit. The bump stop must be specified in a material suited to compressive loading (typically polyurethane or TPU), independently of the bellow's flex-compliance specification.
Frequently Asked Questions
What is the purpose of bellows and protective plastic covers in suspension systems?
They shield the shock absorber piston rod, spring seat, and adjacent joints from dust, road salt, moisture, and debris — preventing abrasive particle ingress to the seal interface. Without this barrier, seal wear and hydraulic fluid loss follow, shortening the service life of the entire damper assembly.
Can suspension bellows be repaired if damaged?
No. Any crack, tear, or detached retention interface compromises the ingress seal, and the component should be replaced. Adhesive or tape cannot restore rated protection — and early replacement costs far less than a failed damper.
What materials are used to make suspension bellows?
The main classes are EPDM and Neoprene rubber for flexible convoluted bellows, and TPE/TPV, PP, PA6, or HDPE for injection or blow-moulded protective covers. Material choice depends on temperature range, chemical exposure profile, flex fatigue requirements, and the fitment method.
What is the difference between rubber bellows and plastic dust covers?
Rubber bellows are flexible, convoluted components designed for high-stroke articulation — typically fitted over shock absorbers and CV joints. Rigid or semi-rigid plastic covers serve as dust caps or housings for lower-movement positions. TPE/TPV bridges both requirements: it can be injection-moulded with convoluted geometry but processed like a thermoplastic.
How long do suspension bellows and protective covers typically last?
Service life depends on material specification, operating environment, and duty cycle. A correctly specified component on a passenger vehicle in a moderate climate can last the vehicle's service life. Under-specified components in aggressive conditions — monsoon moisture, sustained high temperatures, or high-frequency off-road and construction-site duty — can fail within two to three years.
What are the signs that a suspension bellow needs replacement?
Key indicators include visible cracks or splits in the convolute walls, detachment from the retention clamp at either end, and hardened or brittle material that no longer flexes freely. Oil weeping from the damper rod signals the downstream seal has already been compromised — at that point, the damper itself warrants assessment.