Introduction
Not every plastic that survives rain will survive the sea. Submerged and splash-zone environments impose stressors that eliminate most commodity-grade polymers from consideration:
- Continuous hydrostatic pressure
- Water absorption and dimensional swelling
- Cyclic mechanical loading
- UV radiation in splash zones
- Biofouling from biological growth
- Chemical attack from dissolved salts and biological secretions
Material selection in these environments is a critical engineering decision. The wrong polymer swells, warps, loses dimensional tolerance, or fails structurally within months — often well before the design life is reached.
This article covers what makes a plastic genuinely marine-grade, the key technical properties that determine underwater performance, how major marine-grade polymers compare, and a structured approach to material selection.
Key Takeaways
- Marine-grade plastics are polymers formulated to maintain structural and dimensional integrity under prolonged saltwater, freshwater, UV, and biofouling exposure
- Five properties govern selection: water absorption, pressure/creep resistance, UV stability, chemical resistance, and cyclic impact performance
- Key materials: HDPE, UHMW-PE, PTFE, marine-grade PVC foam, polycarbonate, and ABS — each suited to different conditions
- Material selection depends on depth, load type, chemical environment, and fabrication method — no single polymer suits every application
- Wrong material selection leads to swelling, dimensional drift, creep deformation, and premature failure
What Makes a Plastic "Marine-Grade" for Underwater Use
"Marine-grade" is not a standardised certification — it is a performance benchmark. It describes plastic materials that maintain structural and surface integrity under sustained exposure to saltwater, freshwater immersion, UV radiation, temperature cycling, and biological fouling.
These conditions expose the shortcomings of general-purpose commodity plastics quickly. Marine-grade formulations are engineered specifically to withstand them.
Formulation Differences That Matter
Marine-grade and standard plastics can share the same base polymer yet perform very differently underwater. The formulation differences include:
- UV stabiliser packages — HALS and UV absorbers that prevent photo-oxidation; per BASF, UV exposure breaks polymer chain bonds, causing cracking, chalking, and loss of impact strength
- Antifungal additives — inhibit microbial colonisation on polymer surfaces in biological-rich marine environments
- Low moisture absorption chemistry — non-polar polymer backbones in HDPE and PTFE result in near-zero water uptake, preventing the swelling and strength loss that affect polar polymers like nylon
- Enhanced impact modifiers — improve resistance to cyclic wave and vibration loading without brittleness
Standards and Approvals
These formulation decisions determine which approval routes a material qualifies for. No universal "marine-grade plastic" certification exists, but several standards govern specific underwater plastic applications:
- ASTM D570 — measures water absorption rate, a primary material screening criterion
- ISO 4427 / ASTM F714 — cover PE piping systems for water supply (ISO 4427 permits operating pressures up to 25 bar at 20°C)
- DNV and Lloyd's Register — offer approval of non-metallic materials for maritime applications including hulls, pipe fittings, rudder bearing bushings, and acrylic windows for submersibles
- Bureau Veritas — certifies marine materials and equipment under Class Rules and IMO/EU regulations
The applicable standard depends on the component type and its end-use context. A pipeline liner, a propeller bushing, and a porthole window each follow different approval routes.
Key Technical Properties That Govern Underwater Performance
Submerged conditions activate failure mechanisms that are irrelevant in dry environments. Evaluating plastics for underwater use requires assessing five specific performance criteria.
Water Absorption Rate and Dimensional Stability
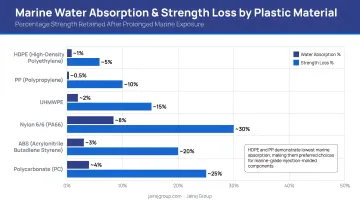
Water absorption — measured as percentage weight gain per ASTM D570 — is the primary screening criterion for underwater plastics. High absorption causes swelling, loss of dimensional tolerance, and significant reduction in mechanical strength.
Published absorption values illustrate the range clearly:
| Material | Water Absorption | Standard |
|---|---|---|
| PTFE (molded) | 0.000–0.010% | MatWeb |
| UHMW-PE (TIVAR DS) | 0.00% | ASTM D570 |
| HDPE (injection molded) | avg. 0.076% | MatWeb |
| Polycarbonate (Lexan 133) | 0.15% | ASTM D570 |
| ABS (Cycolac KJU) | 0.22% | ASTM D570 |
| Nylon 6 | 3.5% equilibrium | Toray |
The practical consequences are severe for high-absorption materials. Toray reports that moisture plasticisation reduces nylon 6 tensile strength from 85 MPa dry to 40 MPa at equilibrium water absorption — a 53% loss. Dimensional expansion runs approximately 0.2–0.3% per 1% water absorbed. For precision components, that is enough to destroy interference fits and sealing surfaces entirely.
Hydrostatic Pressure Resistance and Creep Behaviour
Continuous submersion applies sustained compressive hydrostatic pressure that increases with depth. Under sustained load, thermoplastics can creep — undergoing slow, permanent deformation that accumulates over months or years.
Semi-crystalline polymers (HDPE, UHMW-PE, PTFE) generally outperform amorphous polymers (ABS, polycarbonate) in creep resistance because their ordered molecular structure restricts chain mobility under load. UHMW-PE TIVAR DS shows compressive deformation of 6.0–8.0% at 1,000 psi under ASTM D621 — acceptable for many bearing and liner applications, but a factor to account for in precision tolerances.
The depth of service determines which properties matter most. Splash-zone and near-surface components face UV and impact threats far more than hydrostatic stress, while continuous deep-submersion parts must prioritise creep resistance under sustained compressive load above all else.
UV Stability and Surface Degradation
UV degradation is primarily a splash-zone and surface-exposure concern, not a deep-submersion issue. Photo-oxidation causes chain scission in polymer backbones, producing surface chalking, embrittlement, colour change, and loss of impact and tensile strength.
Marine-grade formulations counter this with two additive classes:
- UV absorbers — convert harmful UV radiation into thermal energy before it reaches the polymer chain
- HALS (hindered amine light stabilisers) — scavenge free radicals generated during photo-oxidation; they regenerate through the stabilisation cycle, making them especially effective for polyolefins
An untreated standard-grade plastic in the splash zone degrades faster than the same polymer submerged at depth — constant UV exposure combined with wet/dry cycling accelerates surface deterioration considerably. Any component with above-waterline exposure requires a UV-stabilised grade; standard formulations simply won't hold up.
Chemical and Biofouling Resistance
Marine environments deliver chemical attack from multiple vectors:
- Saltwater and sulfates — continuous ionic exposure that degrades susceptible polymers over time
- Fuels and bilge fluids — hydrocarbon exposure that can swell or craze amorphous plastics
- Biological secretions — from fouling organisms that bond aggressively to certain surfaces
The Ensinger chemical resistance chart rates PE and PTFE as fully resistant (+) to sodium chloride solution (10%) and diesel/fuel oil. ABS, by contrast, is rated not resistant (−) to diesel and fuel oil — a material disqualifier for components near engine or fuel systems.
Biofouling adds both mechanical load (barnacle adhesion) and surface degradation risk. A peer-reviewed seawater study found that fouling weight varied by polymer chemistry and season, with polycarbonate showing maximum fouling in the first three months of exposure. HDPE, UHMW-PE, and PTFE — all non-polar polymers — offer the best inherent biofouling resistance without requiring surface treatment.
Impact Resistance and Fatigue Under Cyclic Loading
Marine components experience wave action, propulsion vibration, and tidal movement — all sources of cyclic stress. The relevant metric is notched impact strength:
| Material | Impact Value |
|---|---|
| UHMW-PE (TIVAR DS) | 10.5 J/cm (Izod, ASTM D4020) |
| Polycarbonate (Lexan 133) | 9.07 J/cm (Notched Izod, ASTM D256) |
| ABS (Cycolac KJU) | 2.10 J/cm (Notched Izod, ASTM D256) |
| HDPE (injection molded) | 1.9 J/cm avg (Notched Izod) |
| PTFE (molded) | 1.30–1.87 J/cm (Notched Izod) |
| Acrylic/PMMA (high impact) | 0.60–1.20 ft-lb/in (Notched Izod) |
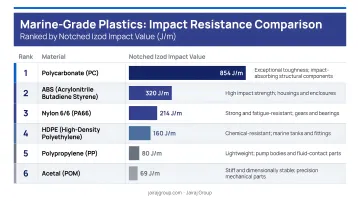
Notch-sensitive materials like acrylic can fail suddenly under impact, even at values that appear adequate in static tests. For dynamic underwater environments, ductile materials — UHMW-PE, polycarbonate, HDPE — that absorb energy without brittle fracture are strongly preferred.
Marine-Grade Plastics Compared: Properties and Underwater Performance
No single polymer excels across every underwater application. Each material has a distinct performance profile suited to specific use cases, depths, and load types.
HDPE
HDPE is the most widely used marine-grade structural plastic. It combines near-zero water absorption (avg. 0.076%), excellent chemical resistance, natural buoyancy (PE pipe density is approximately 96% of freshwater and 94% of seawater), and good impact toughness — all at relatively low cost.
Typical marine applications: dock panels, pipeline liners, pump housings, fender boards, fluid-contact piping, and intake/outfall systems. The PPI Handbook documents HDPE's established use in marine pipe installations including effluent outfalls, river and lake crossings, and saltwater intakes, with PE 4710 materials showing no stress-rupture downturn before the 50-year intercept.
Limitations: lower stiffness than engineering plastics, tendency to creep under sustained load, not suited for precision bearing surfaces without a wear-resistant upgrade.
Marine-Grade PVC and Expanded PVC Foam
Where HDPE handles structural load, PVC excels at surface-level protection. Marine-grade PVC offers chemical resistance and inherent flame retardancy, while expanded PVC foam (such as AIREX C70 from 3A Composites) functions as a structural core or substrate in boat interiors, decks, bulkheads, and seat backings — applications where negligible water absorption, screw retention, and light weight matter more than load-bearing strength.
PVC foam is well-suited to above-waterline and splash-zone panel applications. It is less appropriate for continuous deep submersion under high compressive pressure compared to solid HDPE.
Polycarbonate
Polycarbonate's value in marine applications comes from its combination of optical clarity, high impact resistance (9.07 J/cm notched Izod for Lexan 133), and weatherability — making it the material of choice for marine enclosures, portholes, instrument covers, and underwater viewing windows.
Its limitation is moderate water absorption (0.15%) relative to polyolefins, and vulnerability to surface abrasion without hard-coat treatment. Marine-grade polycarbonate, such as SABIC Lexan Margard, adds UV stabilisation and an abrasion-resistant coating that maintains optical clarity — backed by published 5-year warranties against light-transmission loss.
UHMW-PE and PTFE for Submerged Moving Components
UHMW-PE and PTFE are the preferred choices for continuously submerged components that must resist wear, friction, and chemical attack simultaneously.
UHMW-PE offers:
- Near-zero water absorption (0.00% for TIVAR DS per ASTM D570)
- Extremely high abrasion resistance — suited for dock fenders, propeller shaft liners, bearing surfaces, and guide rails
- High impact strength (10.5 J/cm Izod)
- Full resistance to seawater, sodium chloride solutions, and diesel
PTFE offers:
- Near-zero water absorption (0.000–0.010%)
- Lowest friction coefficient among engineering plastics
- Continuous service temperature range of -200°C to +260°C
- Near-universal chemical inertness
Both materials are difficult to injection mould and are typically produced by machining from extruded or compression-moulded stock. This limits geometric complexity but makes them indispensable for precision submerged parts like bushings, pump wear rings, and bearing liners. The appropriate production method — CNC machining or compression moulding — depends on part geometry and tolerance requirements.
ABS for Structural and Cosmetic Marine Components
ABS performs well in above-deck marine applications: instrument housings, helm consoles, structural enclosures, and components where dimensional rigidity and surface finish take priority over deep submersion resistance. Its notched Izod impact value (2.10 J/cm) is adequate for most enclosure applications.
ABS absorbs more water (0.22%) than polyolefins and is rated incompatible with diesel and fuel oil — making standard ABS a poor fit for submerged structural or fuel-adjacent applications.
Marine-grade ABS with UV stabilisation and moisture-resistant formulations extends service life in splash-zone and above-deck use. Even so, the base material limitations persist under deep, continuous immersion.
How to Select the Right Marine-Grade Plastic for Your Application
Correct material selection requires matching the polymer's property profile to the specific exposure scenario. Four parameters define the decision.
Step 1: Define the Submersion Condition and Depth
The submersion condition determines which failure mechanisms are most active:
| Exposure Zone | Critical Properties |
|---|---|
| Splash zone (intermittent) | UV stability, impact resistance, water absorption |
| Tidal zone (cyclic wet/dry) | Cyclic fatigue, UV stability, dimensional recovery |
| Continuous shallow immersion | Water absorption, chemical resistance, biofouling |
| Deep continuous submersion | Hydrostatic creep resistance, water absorption, chemical resistance |
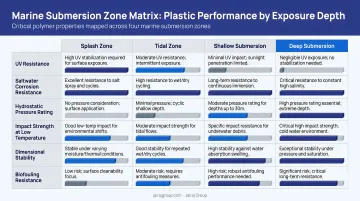
UV matters most in the splash zone. Hydrostatic creep resistance matters most in deep immersion. Specifying a UV-stabilised grade for a component that never sees sunlight wastes cost; specifying a UV-unstabilised grade for a splash-zone panel causes premature failure.
Step 2: Identify Mechanical Load Type and Precision Requirements
Static structural components — panels, enclosures, dock boards — tolerate moderate creep and do not require tight post-immersion dimensional tolerances. Dynamic load-bearing components — propeller shaft bushings, pump impellers, bearing surfaces — require low water absorption, high creep resistance, and dimensional stability that survives years of continuous fluid contact.
For precision components where dimensional tolerance after immersion is critical, water absorption coefficient and creep resistance under load are the decisive discriminators. This is where specifying the correct grade within the right polymer family — not just the polymer family — determines whether the component functions at the end of its design life.
Our precision injection moulding capabilities, combined with in-house tool room development and CNC machining for UHMW-PE and PTFE, are built specifically for marine and fluid-contact components where dimensional consistency cannot be compromised.
Step 3: Assess Chemical Environment and Biofouling Risk
- Freshwater immersion: Most marine-grade plastics perform adequately; water absorption is the primary concern
- Seawater: Prioritise HDPE, UHMW-PE, or PTFE — all rated fully resistant to sodium chloride solutions
- Fuel or oil contamination: ABS is disqualified; HDPE and PTFE are preferred
- Biofouling risk (coastal, offshore): Non-polar polymers resist adhesion best; surface treatments or anti-fouling coatings may be required for polar materials
Step 4: Confirm Fabrication Method Compatibility
The material must suit the manufacturing process:
- Injection moulding: HDPE, ABS, polycarbonate — well-suited; specify UV-stabilised grade explicitly
- Thermoforming: HDPE, marine PVC, polycarbonate — compatible
- CNC machining from stock: UHMW-PE, PTFE — preferred route for precision parts
- Welding: HDPE — weldable; PTFE and UHMW-PE — not readily weldable
Specifying the base polymer without confirming the grade is a common error. A UV-stabilised HDPE and a standard HDPE share the same mechanical properties but perform very differently after 12 months of outdoor splash-zone exposure.
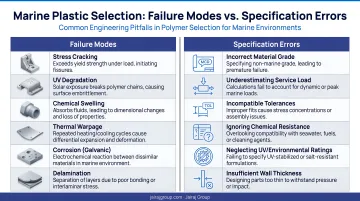
Failure Modes and Common Misinterpretations in Marine Plastic Selection
Understanding how underwater plastic components fail is the first step to avoiding specification errors. Catching these failure patterns before production saves cost, downtime, and premature replacement cycles.
Most common failure modes:
- Moisture-induced swelling — nylon and standard ABS lose dimensional tolerance and mechanical strength progressively after immersion
- Creep deformation — sustained hydrostatic pressure causes permanent dimensional change in amorphous polymers and under-specified HDPE grades
- UV embrittlement — splash-zone exposure causes surface chalking, cracking, and impact resistance loss in polymers without UV stabilisers
- Chemical attack — ABS in diesel or fuel-adjacent environments experiences surface crazing and loss of structural integrity
Most common specification errors:
- Assuming short-term water exposure data predicts continuous submersion performance
- Selecting material based on above-deck performance and extrapolating to submerged applications
- Specifying standard commodity injection-moulded grades without verifying UV stabiliser content, water absorption coefficient, or chemical compatibility
The Over/Under-Specification Trap
Over-specifying wastes budget. Specifying PTFE for a low-load dock panel — where HDPE performs adequately — adds cost without adding performance.
Under-specifying causes failures. Using standard HDPE for a precision propeller shaft bushing that requires UHMW-PE's abrasion resistance leads to accelerated wear and premature replacement. The right answer is the correct grade within the correct polymer family — not the most expensive material, and not the most familiar one.
Conclusion
Marine-grade plastics span a wide performance range, and material selection determines whether a component survives its service life or fails early. Each material covered here occupies a specific niche:
- HDPE — structural and fluid-contact applications
- UHMW-PE and PTFE — submerged moving components requiring low friction
- Polycarbonate — where optical clarity and impact resistance intersect
- Marine PVC foam — lightweight panel and core applications
- ABS — above-deck and splash zones with UV-stabilised formulations
The correct selection requires understanding the specific combination of submersion depth, mechanical load type, chemical environment, and fabrication method — not defaulting to the most commonly specified material or the lowest unit cost option.
Jairaj Group brings four decades of polymer engineering experience and in-house injection moulding capabilities to precision plastic components across fluid-contact and industrial applications. Their material portfolio — including HDPE, UHMW-PE, PTFE, and polycarbonate — covers the core grades discussed throughout this guide. As the company expands into water pump components, propellers, and related fluid systems, this engineering foundation translates directly into components specified for durability, not just cost.
Frequently Asked Questions
What is the best plastic for marine applications?
There is no single best plastic for all marine applications. HDPE, PTFE, UHMW-PE, polycarbonate, and PVC foam each serve different functions depending on submersion depth, mechanical load, and the chemical environment. Matching the material to the operating conditions is what determines performance.
Is HDPE marine grade?
Yes. HDPE is widely used as a marine-grade structural plastic due to its near-zero water absorption, chemical resistance to seawater and most industrial fluids, and good impact toughness. Marine-grade HDPE typically includes UV stabilisers and is available in specific formulations for prolonged outdoor and submersion exposure.
How does water absorption affect plastic performance in underwater applications?
Water absorption causes dimensional swelling, loss of tight tolerances, and significant reduction in tensile and flexural strength. Toray data shows nylon 6 loses 53% of its dry tensile strength at equilibrium moisture absorption. Materials with high absorption rates — nylon, standard ABS — are poorly suited for continuously submerged structural or precision applications.
What is the difference between marine-grade and standard plastic?
Marine-grade plastics contain UV stabilisers, antifungal additives, and are formulated from inherently low water-absorption polymer chemistries. Standard plastics lack these formulation elements and degrade faster under UV exposure, moisture, and chemical attack, even when they share the same base polymer as a marine-grade product.
Can standard injection-moulded plastics be used for underwater applications?
Yes, but the grade specified must be a marine or outdoor-rated formulation with verified UV stabilisation, low water absorption, and confirmed chemical resistance for the operating fluid. A standard commodity grade of the same polymer may not meet these requirements after prolonged use in submerged or splash-zone conditions.
Which plastics are best for continuously submerged versus splash-zone applications?
Continuous submersion favours HDPE, UHMW-PE, and PTFE due to their near-zero water absorption and creep resistance under sustained hydrostatic load. Splash-zone and surface applications also require UV stabilisation. For intermittent or above-waterline exposure, UV-stabilised HDPE, marine-grade polycarbonate, and marine-grade ABS are the preferred choices.