Introduction
Mention "suspension system" to most engineers, and they picture coil springs, damper tubes, and hydraulic oil. The engineered plastic components sitting inside and around those metal assemblies rarely come up in that conversation — yet they're equally critical. Guide bushes, dust seals, bump stops, and fork boots collectively determine how smoothly a fork travels, how long seals last, and whether a motorcycle stays on spec after 50,000 kilometres.
For OEM manufacturers and tier-1 suspension suppliers, sourcing these parts is deceptively difficult. They look simple — they aren't. A wrong material grade, a tolerance deviation of a tenth of a millimetre, or an unvalidated polymer choice leads to premature wear, field oil leaks, and costly warranty claims.
This article covers what's actually inside a two-wheeler suspension assembly, which material properties matter, what quality gates apply, how to evaluate a supplier, and what the EV shift means for procurement teams buying these components today.
Key Takeaways
- Guide bushes, dust seals, bump stops, and fork boots are structural components — their failure directly triggers warranty claims
- PA66, POM, and TPU/TPE are the dominant polymer families, each selected for specific performance requirements
- ISO 9001:2015 is the baseline — IATF 16949 and full PPAP documentation are expected at the tier-1 OEM level
- In-house tooling and cavity pressure process control separate capable suppliers from average ones
- India's e-2W market hit 98,160 units in December 2024 — heavier EV platforms are already changing suspension component load requirements
The Role of Plastic Components in Two-Wheeler Suspension Systems
Modern suspension assemblies — both telescopic front forks and mono-shock or twin-shock rear units — depend on multiple engineered plastic components to function. None of these are trim or cosmetic. They seal, guide, protect, and absorb load.
Specific Components and Their Functions
A typical front fork assembly includes:
- Fork guide bushes and slider bushings — combine a steel backing with a PTFE-based self-lubricating sliding layer to eliminate metal-to-metal contact; SKF's two- and three-wheeler product range confirms dimensional precision here is non-negotiable
- Oil seals and dust/wiper seals — separate components with distinct material requirements: one excludes road debris, the other retains fork fluid. SKF's fork seal documentation confirms they are individually specified, not interchangeable
- Bump stops/jounce bumpers — absorb end-of-travel impact and manage NVH (noise, vibration, and harshness); BASF's Cellasto range documents polyurethane elastomers specifically formulated for this role in suspension assemblies
- Fork dust covers/boots — protect the slider from road grit and water ingress
- Reservoir caps and bladder components — used on rear shock assemblies with piggyback or remote reservoirs
Harley-Davidson's fork service data (2014) lists fork oil seals, dust seals, fork-tube bushings, and slider bushings as distinct line items — confirming these are individual, separately sourced components in a production assembly.
Structural vs. Protective Components
These two categories have fundamentally different performance requirements:
| Category | Examples | Key Requirements |
|---|---|---|
| Structural/functional | Guide bushes, bump stops | Wear resistance, load bearing, tight tolerances |
| Protective/sealing | Dust covers, boots, wiper seals | Flexibility, chemical resistance, UV stability |
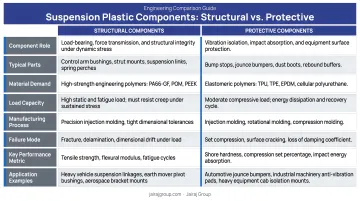
A guide bush must hold precise dimensions under load and temperature cycling. A dust boot needs flexibility and resistance to road chemicals. Treating these as interchangeable material decisions is where sourcing goes wrong.
Why OEMs Are Shifting More Components to Engineered Polymers
Getting these distinctions right also explains why OEMs are specifying engineered polymers with increasing precision — the material choice is inseparable from the functional requirement.
As Cycle World's coverage of unsprung weight explains, components that move with road irregularities directly affect handling response — lower unsprung weight means faster, more accurate suspension movement. Replacing metal components with engineered polymers reduces this weight without sacrificing load capacity.
Additional drivers include corrosion elimination (critical for aluminium-adjacent components exposed to road salts), inherent noise and vibration damping, and the ability to mould complex geometries that would be expensive to machine in metal.
For electric two-wheelers specifically, the tradeoffs become even more acute: battery weight adds kerb mass that must be offset elsewhere, and corrosion-resistant materials reduce lifecycle maintenance costs.
Critical Material Requirements for Suspension Plastic Components
The suspension environment is among the harshest anywhere on a two-wheeler. External components face UV exposure, road spray, temperature cycling, and continuous vibration simultaneously. Internal fork components are submerged in petroleum-based or synthetic fork oil while experiencing cyclical mechanical loads through the component's entire service life.
Material Properties That OEM Specifications Demand
- Chemical resistance to fork and shock absorber oils — petroleum-based and synthetic grades
- Tensile strength and fatigue resistance under cyclical loading across the component's full duty cycle
- Low-friction, self-lubricating characteristics — critical for guide bushes where sliding contact is continuous
- Dimensional stability across temperature ranges — thermal expansion must be compatible with aluminium and steel counterpart components
- UV stability for all external-facing parts
- Wear resistance sufficient to outlast the service interval
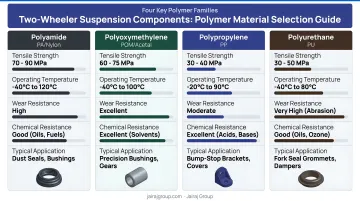
Which Polymer Families Are Used and Why
PA66/PA6 (nylon): High chemical resistance to oils and organic solvents, strong fatigue performance, and wear resistance make nylon the standard choice for guide bushes and slider inserts. Envalior's Novamid range lists PA6 and PA66 specifically for oil and chemical resistance applications.
POM (acetal/Delrin): Celanese's Hostaform/Celcon POM is documented for low friction, high modulus, dimensional stability due to low moisture absorption, and resistance to automotive fuels and solvents — the right fit for precision sliding components where tight tolerances must hold under load.
TPU/TPE: Flexibility combined with chemical resistance and fatigue durability makes these the standard for dust boots, seals, and bump stop applications. BASF's Elastollan TPU is positioned for durable, flexible, chemical-resistant applications; Cellasto PU is documented for bump stop and end-stop use specifically.
Glass-fiber reinforced grades: Where higher stiffness or load capacity is required — such as structurally loaded bump stops — GF-reinforced PA66 provides enhanced mechanical properties. Celanese references glass-filled POM XGC grades for high mechanical-stress structural elements.
Material selection cannot be generic. A guide bush and a dust boot sit in the same assembly but require entirely different polymer grades — the specific grade, filler type, and processing method must be validated against each component's individual operating conditions before production begins.
Tolerance and Dimensional Stability
For guide bushes and slider inserts, dimensional tolerances can be extremely tight in precision assemblies — and the material must hold those dimensions across operating temperatures. Thermal expansion coefficients, as a result, belong in the procurement specification — not left as a footnote on a material datasheet.
The relevant standard for wrapped bush dimensions and tolerances is ISO 3547-1:2018, though exact numeric tolerance requirements for a specific fork assembly will appear in the OEM's component drawing rather than a published standard. What matters for procurement: the supplier must demonstrate production capability at the required tolerance, verified through process capability studies — not just first-article measurement.
OEM Quality Standards Manufacturers Cannot Compromise On
OEM procurement teams apply structured quality gates well before a supplier ships production parts — capability audits typically determine whether a supplier enters evaluation at all.
Key Quality and Process Certifications
ISO 9001:2015 is the baseline quality management system requirement. Per the ISO standard, it specifies requirements for documented quality management systems, process controls, non-conformance tracking, and continuous improvement. For OEM component supply, ISO 9001:2015 is the floor, not the ceiling.
IATF 16949 is the automotive-specific quality standard that many two-wheeler OEMs require of direct suppliers. It mandates production part approval requirements, statistical process control, and FMEA documentation — all embedded in customer-specific requirements that vary by OEM.
Jairaj Group holds ISO 9001:2015 certification across its manufacturing operations. Where IATF 16949 compliance is a hard requirement, procurement teams should confirm current certification scope directly with any supplier under evaluation.
Testing and Validation Requirements
Before production approval, OEM-grade suspension plastic components must pass:
- Dimensional inspection — CMM verification against component drawing tolerances
- Material verification — melt flow index, tensile strength, and composition confirmation
- Functional testing — wear tests, fatigue cycling, oil immersion tests at operating temperatures
- Environmental testing — temperature cycling for all components; UV exposure testing for external parts
PPAP Documentation
AIAG defines PPAP as the industry standard for demonstrating that a supplier's manufacturing process consistently achieves the engineering design record and specification requirements. In any serious OEM supply relationship, PPAP submission is expected from day one.
A complete PPAP submission typically includes:
- First-article inspection reports
- Process capability studies (Cpk values on critical dimensions)
- Material certifications
- Control plans and FMEA documentation
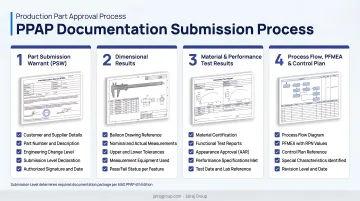
Jairaj Group provides complete PPAP packages as a standard deliverable in their OEM onboarding process, covering material certificates, dimensional reports, and control plans.
Manufacturing Precision: Why Tooling and Process Matter
A plastic suspension component's quality is largely determined before the first part is moulded. Tool design drives everything downstream: a poorly designed or worn mould produces dimensionally inconsistent parts with sink marks, weld lines in stress zones, or inadequate surface finish on bearing surfaces.
What Best-in-Class Injection Moulding Looks Like
- In-house tool room capabilities: Jairaj Group operates in-house tool rooms across its facilities, enabling mould corrections, custom tooling, and prototype validation without waiting on external toolmakers
- PLC-controlled injection moulding machines: Fully automated machines with real-time monitoring, cavity balancing, and calibrated cooling systems maintain consistent wall thickness and dimensional accuracy across production runs
- Scientific moulding practices: Cavity pressure monitoring — measured at the point of part formation — identifies dimensional inaccuracies, shorts, sinks, and flash before defective parts leave the press. RJG's sensor technology documentation confirms cavity pressure as the process variable most directly correlated with part quality
Process Validation for OEM Components
Good tooling establishes the baseline. Sustaining it across thousands of production cycles requires disciplined process controls:
- Cavity pressure monitoring: confirms each shot meets the defined process window, not just dimensional tolerances
- Statistical process control (SPC) on critical dimensions: tracks process drift before it produces out-of-spec parts
- 100% visual inspection at critical features for high-risk components
- Post-mould dimensional verification against the approved first-article baseline
Suppliers who control their own tooling can implement mould corrections in days rather than weeks — a direct advantage when production schedules don't allow for delays.
How to Evaluate an OEM Plastic Component Supplier for Suspension Parts
Evaluate potential suppliers across four dimensions:
| Dimension | What to Assess |
|---|---|
| Technical capability | Materials expertise, polymer grades processed, tooling control, process equipment |
| Quality system maturity | Certifications held, testing infrastructure, documentation capability |
| Supply chain reliability | On-time delivery history, multi-facility backup, capacity planning |
| OEM track record | Suspension-specific program experience, not just general automotive credentials |
Direct customer validation is the clearest signal of a supplier's real-world capability. Jairaj Group has supplied suspension system manufacturers including Endurance Technologies, Gabriel India Limited, and Tenneco Automotive. That track record includes:
- "Best Supplier Award for Fastest & First Time Right Developments" from Endurance Technologies
- "Strategic Business Partner" recognition from Tenneco Automotive
- "A-rated Supplier" designation from Gabriel India Limited

Procurement teams should request:
- Development lead time commitments for new component programmes
- First-time-right development rate history (awards from OEM customers are meaningful evidence)
- References from suspension-specific programmes, not general automotive supply
- PPAP submission capability confirmation, including Cpk data on critical dimensions
Jairaj Group operates six manufacturing facilities across India — Faridabad, Rudrapur, Aurangabad, Sanand, IMT Manesar, and Sector 59 Faridabad — with the multi-plant network designed to support supply continuity for OEM production schedules.
Looking Ahead: Suspension Plastics for Electric Two-Wheelers
IBEF reports India's e-2W segment at 98,160 units in December 2024, up 33% year-on-year, with FAME II having supported over 1.435 million electric two-wheelers. That volume trajectory has direct consequences for suspension plastic component specifications.
What Changes on EV Platforms
The weight differential is concrete. Honda's Activa 110 ICE scooter has a kerb weight of 106 kg; the Activa e: comes in at 118–119 kg — a 12–13 kg increase attributable primarily to battery mass. That additional load increases the cyclical stress on bump stops and guide bushes, requiring higher-strength polymer grades than the ICE equivalent might need.
Other EV-specific shifts:
- Thermal profiles change: Without engine heat near suspension mounts, thermal cycling differs from ICE assumptions. Component validation must reflect actual EV operating conditions
- Corrosion-resistant materials gain priority: Eliminating metal components that degrade near sealed battery pack areas reduces maintenance costs and failure modes
- New application areas expand the brief: Wire management clips, battery protection bump stops, and lightweight structural brackets are broadening what suspension and chassis plastic suppliers are asked to deliver

These new application areas require suppliers who already operate across both suspension and chassis domains. Jairaj Group manufactures wire harness clips with vibration-resistant design and snap-on mounting geometry for EV wire routing. Its suspension portfolio — rebound bumpers, bellows, and strut components — is validated for long-cycle fatigue performance across both ICE and EV platforms.
For OEMs qualifying next-generation two-wheeler programmes, the practical advantage lies in suppliers who have already processed PA66-GF, TPU, POM, TPE, and Hytrel® under EV-relevant test conditions — not those beginning material qualification after a platform is in development.
Frequently Asked Questions
What does OEM mean in motorcycle parts?
OEM parts are manufactured to the exact design, material grade, and dimensional specification used on the vehicle's assembly line. Aftermarket alternatives may vary in specification or process — sometimes meeting the requirement, sometimes falling short.
How do OEMs qualify a new plastic suspension component supplier?
OEMs typically require PPAP documentation, first-article inspection reports, Cpk studies, and material certificates before approving a new supplier. An on-site audit and sample validation — run in actual operating fluids and temperatures — are standard before any production release.
What plastic materials are most commonly used in two-wheeler suspension components?
PA66 (nylon) and POM (acetal) are the primary choices for guide bushes and sliding components due to wear resistance and oil compatibility. TPU/TPE is standard for dust boots and seals where flexibility and chemical resistance take priority. Glass-fiber reinforced grades are used where higher structural strength is needed.
What quality certifications should a suspension plastic component supplier hold?
ISO 9001:2015 is the baseline requirement. IATF 16949 is increasingly expected for direct tier-1 OEM supply. Suppliers should provide full PPAP documentation — including first-article inspection reports, Cpk studies, and material certificates — before production parts are approved.
Why is dimensional tolerance so critical in plastic suspension components?
Guide bushes must maintain precise dimensions to ensure smooth fork travel and prevent oil seal failure. Even small dimensional drift causes uneven wear, sticking action, or premature seal damage — all of which generate warranty claims that are expensive to resolve in the field.
Can plastic components withstand the heat and oil exposure inside a suspension fork?
PA66 and POM handle oil exposure and thermal loads well when the correct grade is selected and properly validated. Material datasheet properties are a starting point — components must be tested in actual operating fluids and temperatures before production approval.