
Introduction
Choosing the wrong plastic material for an industrial component carries consequences well beyond the part itself. Premature part failure in an automotive under-hood assembly, a stress crack in a medical housing, or a regulatory rejection on an aerospace bracket can cascade into unplanned downtime, costly redesigns, and supplier penalties that dwarf the original material cost.
The stakes are real, and the decision space is vast. According to MarketsandMarkets, the global engineering plastics market is valued at USD 107.17 billion in 2025 and is projected to reach USD 130.98 billion by 2030 — reflecting how central polymer components have become across every manufacturing sector.
This guide gives you a practical framework for that decision. Whether you're specifying parts for automotive OEMs, aerospace assemblies, or industrial equipment, you'll find material profiles, selection criteria, and sector-specific guidance — structured so you can match the right polymer to the right application.
Key Takeaways
- Engineering polymers span from commodity grades (PP, ABS) to high-performance materials (PEEK, ULTEM) — each suited to specific load, thermal, and chemical conditions.
- Material selection turns on six factors: mechanical load, thermal exposure, chemical resistance, regulatory requirements, processability, and total cost of ownership.
- Environmental stress cracking accounts for roughly 25% of all plastic part failures — chemical compatibility isn't optional.
- No single material wins across every application — aerospace parts need heat resistance, medical parts need chemical inertness, and automotive parts need fatigue tolerance.
- Choosing a manufacturing partner with in-house polymer expertise and tooling capability cuts selection risk and shortens production lead time.
What Are Industrial-Grade Plastic Components?
Industrial-grade plastic components are precision-engineered parts made from thermoplastic or thermoset polymers designed to perform under defined mechanical, thermal, or chemical stresses in production environments. Unlike consumer-grade plastic items, they are specified on performance, dimensional consistency, and regulatory traceability — not just appearance or unit cost.
Types of Industrial Plastics
The material landscape divides into two broad categories:
Commodity thermoplastics — PP, HDPE, ABS, PS — are chosen where cost, volume, and moderate performance are the primary drivers. These cover a large share of industrial housings, fluid containers, and structural covers.
Engineering and high-performance polymers — Nylon (PA6/PA66), PC, PEEK, ULTEM, POM — are selected when extreme load, temperature range, or chemical exposure demands properties that commodity grades simply cannot deliver.
A third tier runs across both categories: filled and reinforced grades. Glass-fiber, carbon-fiber, and mineral-filled variants improve stiffness, heat resistance, and creep resistance beyond what unfilled grades offer, and are standard in structural, under-hood, and load-bearing applications.
Why Industrial Applications Rely on Polymer Components
Polymers displace metals across industrial applications for several practical reasons:
- Weight reduction — typically 30–50% lighter than equivalent metal parts
- Corrosion immunity — no oxidation, no surface treatment required
- Electrical insulation — inherent dielectric properties without secondary coatings
- Design freedom — complex geometries achievable in a single moulding step
- Per-part cost at scale — injection-moulded plastics offer significant unit cost advantages at volume

Common Industrial Plastics and Their Core Properties
The profiles below are a quick-reference starting point. Actual grade selection must always be validated against Material Data Sheets (MDS) and specific application requirements — generic claims don't substitute for grade-level data.
PP, ABS, and POM
Polypropylene (PP) is the standard choice for chemical-resistant, fatigue-tolerant applications — automotive fluid reservoirs, industrial fittings, and chemical-contact components. Its main limits: poor UV resistance and a relatively low heat ceiling.
ABS delivers impact resistance with good dimensional stability, making it the default for housings, structural covers, and interior panels. It handles moderate temperatures well but isn't suited to sustained heat above roughly 80–90°C.
POM (Acetal/Polyoxymethylene) is the go-to for precision mechanical parts. Its exceptional stiffness, low creep, and self-lubricating surface make it critical for pump components, conveyor links, snap-fit assemblies, and gears in automotive and industrial equipment.
PC, Nylon, and High-Performance Polymers
Polycarbonate (PC) offers unmatched impact strength and optical clarity — suited for safety covers, lenses, and electrical enclosures. PC/ABS blends combine PC's toughness with ABS's processability, and are widely used in automotive interiors and complex housings.
Nylon (PA6/PA66) provides high mechanical strength, low friction, and solid temperature resistance — ideal for gears, bearings, and under-hood components.
The critical design variable is moisture absorption. DuPont data shows PA66 reaches approximately 2.5% equilibrium moisture at 23°C/50% RH, with tensile strength in a 33% glass-filled grade dropping from 200 MPa dry to 140 MPa at 50% RH. Parts must be conditioned appropriately, and the service humidity environment must factor into the material spec.
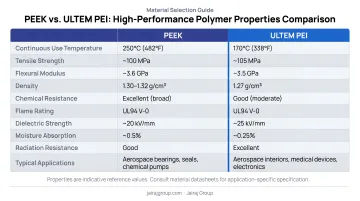
PEEK maintains structural integrity across a continuous-use temperature range of 60°C to 260°C (per Victrex data) — used in aerospace components, medical implants, and semiconductor handling. The cost is substantially higher than commodity grades, but where thermal stability and chemical resistance both matter at once, no thermoplastic matches its combination of properties.
ULTEM (PEI) offers an RTI up to 180°C, inherent flame resistance with LOI of 47%, and UL 94 V-0 performance at just 0.41 mm wall thickness. It's the material of choice for aerospace cabin interiors, medical instrumentation, and electrical components where flame performance is non-negotiable.
For quick comparison, the two high-performance polymers differ primarily in their cost-to-performance threshold:
| Property | PEEK | ULTEM (PEI) |
|---|---|---|
| Continuous-use temp | Up to 260°C | Up to 180°C |
| Flame resistance | Low inherent LOI | LOI 47%, UL 94 V-0 |
| Primary applications | Aerospace, medical, semiconductor | Cabin interiors, medical instruments, electricals |
| Relative cost | Very high | High |
Key Factors for Choosing the Right Plastic Material
Each factor below connects directly to a measurable outcome: failure rate, tooling cost, cycle time, or regulatory approval. Get one wrong, and the part either fails in the field or never clears production.
Mechanical Load and Structural Requirements
The relevant properties are tensile strength, flexural modulus, impact resistance, and — critically — creep resistance. Thermoplastics are subject to creep under sustained stress, and creep rate increases with temperature. Engineers should reference creep curves from material data sheets, not just room-temperature peak values.
Designing near short-term yield strength values without accounting for long-term load duration and temperature will produce dimensional drift and premature failure in continuous-load assemblies.
Thermal and Environmental Exposure
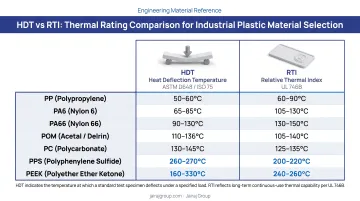
Two distinct temperature references appear on every data sheet, and confusing them is a common error:
| Metric | What It Measures | How to Use It |
|---|---|---|
| HDT (Heat Deflection Temperature) | Short-term deflection under a specified bending load (ASTM D648 / ISO 75) | Upper design boundary for short-term thermal events — not a sustained-use temperature |
| RTI (Relative Thermal Index) | Long-term thermal aging performance (UL 746B) | The correct reference for continuous operating temperature limits |
Operating a part near its HDT value in a sustained application will cause softening and dimensional loss. A rough empirical guide from polymer aging research: chemical reaction rates in polymers double with approximately every 10°C temperature rise — meaning peak operating temperatures, not averages, must drive your material selection.
Chemical Resistance and Fluid Compatibility
Environmental stress cracking (ESC) — the combined effect of mechanical stress and chemical exposure — accounts for approximately 25% of plastic part failures. A material that performs well in pure mechanical testing can fail rapidly when the same stress is applied in the presence of oils, fuels, cleaning agents, coolants, or disinfectants.
Generic chemical resistance charts are a starting point only. Verify compatibility against the actual service fluids, contact duration, and stress state. The choice between PP, HDPE, POM, and Nylon often comes down precisely to this question — a wrong call produces surface crazing, strength loss, or catastrophic fracture in the field.
Regulatory and Compliance Requirements
Regulatory requirements narrow the material shortlist before any performance evaluation begins. Key frameworks by sector:
- Medical devices: ISO 10993-1:2025 for biocompatibility evaluation
- Flame performance: UL 94 (7th edition, 2023) — V-0 through HB ratings
- Food contact: 21 CFR Part 177 (FDA indirect food additives)
- Electronics: RoHS Directive 2011/65/EU (consolidated Jan. 1, 2025)
A material with superior mechanical properties that fails a compliance audit doesn't make it into production. Confirm regulatory requirements first — they eliminate options before you reach the performance trade-off stage.
Processability and Manufacturing Compatibility
Melt flow rate (MFR), shrinkage behavior, and wall thickness sensitivity determine whether a chosen material can be reliably injection molded to specification at volume. The MFR trade-off is a practical constraint that affects both part quality and production economics:
- High MFR: Fills thin-walled and complex geometries more easily, but may reduce mechanical properties
- Low MFR: Produces stronger parts, but demands tighter process control and increases cycle times
Material-process compatibility also affects tooling life, scrap rate, and cycle time. A material that's technically sound but difficult to run at production volumes drives up scrap, extends lead times, and risks line stoppages.
Total Cost of Ownership
Raw material price is one variable in a larger equation. A complete cost picture includes:
- Molding cycle time and scrap rate
- Tooling longevity (some high-performance polymers are more abrasive)
- Maintenance intervals and field service costs
- Cost of part failure or warranty replacement
A higher-cost engineering polymer that eliminates field failures or secondary machining steps often outperforms a cheap commodity plastic over a product's full lifecycle. Switching from a metal bracket to glass-fiber-reinforced Nylon, for example, may increase material cost per unit while eliminating corrosion protection, secondary machining, and assembly steps entirely.
Matching Materials to Industry Requirements
Operating environments, load profiles, and compliance frameworks differ enough across sectors that a cross-reference approach is more useful than a single universal recommendation.
Automotive and EV Applications
- Under-hood components: PA66-GF, POM, and high-temperature PP grades for thermal stability and chemical resistance to oils and coolants
- Interior and structural parts: ABS, PC/ABS blends for impact resistance and surface quality
- EV battery systems: Flame-retardant thermoplastics for top covers, bottom plates, and side-crash protection — SABIC's STAMAX 30YH570 (30% long-glass-fiber PP) achieves UL 94 V-0 at just 1.3 mm, and can withstand an 1,100°C flame test for 5 minutes without burn-through, compared to aluminum which fails in approximately 30 seconds

Jairaj Group's EV-specific component portfolio includes precision-molded charger handles and fan grills manufactured from PC, PA66-GF, and TPU, with active development programs expanding into EV battery system components.
Aerospace, Defense, and Railway Applications
Weight-to-strength ratio, flame retardancy, and dimensional stability under thermal cycling are required by certification standards in these sectors:
- PEEK — structural brackets, fasteners, tubing systems (continuous use to 260°C, measurable weight savings versus metal)
- ULTEM — aircraft interior panels, seats, galley applications (FAR 25.853 FST compliance, UL 94 V-0 at 0.41 mm)
- Glass-filled Nylon — connector housings, structural brackets
Jairaj Group's 2025 expansion into aerospace, drone, and railway components includes fuselage panels, avionics enclosures, metro train interior panels, and railway braking system components — manufactured under ISO 9001:2015 with materials including PEEK, PEI, CFRP, and polycarbonate.
Medical Devices and Electrical/Electronics Applications
Medical components require both biocompatibility and sterilization compatibility:
- PEEK (KetaSpire grade): Compatible with steam autoclave (121°C/134°C), EtO, gamma (25–50 kGy), and e-beam sterilization
- PPSU (Radel grade): Withstands more than 1,000 steam autoclave cycles at 134°C without significant property loss
- PP and PC: Widely used for medical containers and enclosures where cost and FDA contact compliance matter
For electronics and solar applications, primary selection criteria are dielectric strength, UL 94 flame ratings, and dimensional accuracy under thermal cycling:
- ABS and flame-retardant PC: Standard for enclosures and housings requiring UL 94 V-0 or V-2 ratings
- LCP (Liquid Crystal Polymer): Preferred for precision connectors where tight tolerances under thermal cycling are critical
- Glass-filled Nylon: Used where structural rigidity and thermal dimensional stability are required alongside electrical insulation
Both medical and electronics applications require thorough material traceability and documentation — sourcing from certified manufacturers with established quality systems reduces compliance risk significantly.
How Jairaj Group Can Help
Jairaj Group has been engineering precision polymer components since 1985, building 42 years of material science experience across commodity thermoplastics and high-performance engineering grades. Headquartered in Gurugram with six manufacturing facilities across India, the company operates under ISO 9001:2015 certification and supplies precision-grade components to Endurance Technologies, Gabriel India Limited, and Tenneco Automotive.
For material-critical applications, that experience translates into end-to-end capability:
- Validates polymer selection, flow analysis, cooling optimization, and warpage prediction before tooling begins
- Develops prototype tooling and 3D-printed parts for real-world validation ahead of production
- Runs multi-cavity, insert, and two-shot injection molding on PLC-controlled machines with real-time dimensional monitoring
- Tests to full scope in-house: dimensional verification, chemical resistance, impact, temperature cycling, flame, and electrical insulation
- Delivers complete PPAP documentation, FMEA reports, and control plans aligned with automotive OEM and sector-specific requirements
Jairaj now processes components for EV, drone, aerospace, and railway applications — sectors that demand tighter tolerances, stricter material certifications, and more complex geometries than traditional automotive work.
Conclusion
Material selection for industrial-grade plastic components is a multi-variable engineering decision. The right material is the one that aligns with the specific mechanical, thermal, chemical, regulatory, and economic requirements of your application — not the cheapest option in the catalog or the default resin from a previous project.
Material performance should also be reviewed periodically — because the conditions around your specification keep changing. Several factors can make an existing choice worth revisiting:
- EV architectures are raising thermal and flame resistance thresholds
- Sustainability mandates are shifting resin preferences across supply chains
- New grades emerge regularly, often outperforming what was available at launch
- Operating conditions, production volumes, or customer requirements can tighten over time
Get the selection right at the start. Then schedule periodic reviews so the specification keeps pace with the application.
Frequently Asked Questions
What is the difference between engineering plastics and commodity plastics?
Commodity plastics (PP, HDPE, ABS) are cost-effective and suitable for moderate performance demands — general housings, containers, and covers. Engineering plastics (Nylon, PC, PEEK, POM) offer superior mechanical strength, thermal resistance, or chemical performance for demanding industrial applications, at correspondingly higher raw material costs.
Which plastic material performs best in high-temperature industrial environments?
PEEK supports continuous use up to 260°C; ULTEM (PEI) carries an RTI of 180°C with a glass transition temperature of 217°C. Glass-filled Nylon PA66 grades achieve HDT values above 250°C under standard loads — though HDT measures short-term deflection, while RTI is the correct benchmark for sustained thermal exposure.
How does moisture absorption affect plastic component performance?
Hygroscopic materials like Nylon (PA6, PA66) absorb ambient moisture, causing dimensional shifts and measurable property loss — a 33% glass-filled PA66 grade can drop from 200 MPa tensile strength dry to 140 MPa at 50% relative humidity. Pre-mold drying and humidity conditions in the service environment must both factor into the material specification.
What plastics are commonly used in automotive under-hood components?
Glass-fiber-reinforced Nylon (PA66-GF), POM, and high-temperature PP grades are standard under-hood choices due to their resistance to heat, oils, coolants, and mechanical fatigue. PA66-GF in particular offers the combination of thermal stability and chemical resistance that under-hood environments demand.
Can plastics be reinforced or blended to improve industrial performance?
Glass-fiber, carbon-fiber, and mineral fillers are routinely added to base polymers to increase stiffness, strength, and thermal resistance. Polymer blends like PC/ABS combine the impact toughness of polycarbonate with the processability of ABS — optimizing both performance and manufacturability in a single material.
How do I verify that a plastic material meets regulatory or compliance requirements for my industry?
Check the Material Data Sheet for listed certifications — UL 94 flame rating, RoHS compliance, FDA 21 CFR Part 177 food-contact approval, or ISO 10993-1:2025 biocompatibility. Request formal material declarations and test reports from the resin supplier, and ensure certifications reference the specific standard version, not just the standard name.


