
The gap between what customers need and what traditional processes deliver is where process innovation enters. Across micro moulding, multi-material techniques, AI-driven monitoring, and advanced materials, a new generation of injection moulding capabilities is redefining what's achievable in both efficiency and part quality.
This article covers the innovations that matter most for industrial and OEM-focused manufacturers — what they are, why they work, and how they're being applied across automotive, aerospace, and precision engineering applications.
Key Takeaways
- Micro injection moulding achieves tolerances as low as 2 microns, enabling sub-millimetre components for medical, electronics, automotive, and sensor applications
- Multi-material and two-shot moulding produce composite parts in a single cycle, cutting out downstream assembly steps entirely
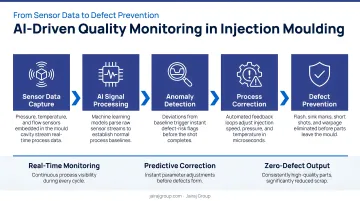
- AI-based quality monitoring can predict part weight with R² accuracy of 99.26%, moving defect detection from post-production to in-process
- Engineering polymers like PEEK, PA66-GF, and polycarbonate blends are now standard for heat-resistant, structurally demanding applications
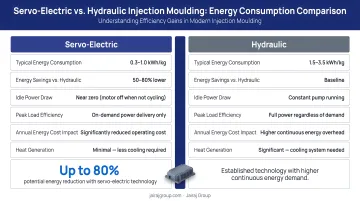
- Servo-electric machines can reduce energy consumption by up to 67% versus conventional hydraulic machines
Key Process Innovations Reshaping Injection Moulding Today
"Process innovation" in injection moulding is broader than new machinery. It encompasses evolved methodologies that change how parts are formed, cooled, ejected, and finished — each targeting a specific outcome in efficiency, quality, or material performance.
The most impactful innovations are not isolated technologies. They interact. Simulation software improves tooling before metal is cut. PLC-controlled machinery enforces validated parameters during production. In-mould sensors flag deviations in real time. Together, these capabilities create a closed loop between design intent and manufactured output.
Micro Injection Moulding
Micro injection moulding produces components with sub-millimetre features through ultra-precise shot control — often fractions of a gram — using CNC and EDM-machined micro-structured moulds. Tolerances can reach as low as 2 microns, with parts weighing less than 0.001 g, according to Accu-Mold's micro moulding specifications.
The polymer microinjection moulding market reached USD 1,469.0M in 2025 and is projected to reach USD 3,183.4M by 2033 at a 10.4% CAGR, driven primarily by medical device miniaturisation, IVD diagnostics, microelectronics, and precision sensors.
Key efficiency advantages of micro moulding over conventional small-part production:
- Shorter cycle times due to reduced material volume per shot
- Minimal material waste — critical when processing costly engineering resins
- Smaller machine footprints enabling dedicated precision cells
- Lower per-part cost at equivalent small scales, once tooling is amortised
Multi-Material Moulding and Overmoulding
Multi-material moulding — including 2K (two-shot) and insert moulding — injects two or more materials into a single mould cycle. This produces composite parts with differentiated zones: a rigid nylon substrate with a soft-touch grip surface, a plastic housing with an embedded metal thread, or a sealed interface between two incompatible polymers.
The global 2-shot injection moulding market stands at USD 11.0B in 2025 and is forecast to reach USD 19.0B by 2036, reflecting strong OEM demand for part consolidation.
Overmoulding is a two-stage variant: a second material is moulded over a pre-formed substrate. It's widely used for ergonomic tool handles, sealing components, and protective housings across automotive and industrial applications.
Jairaj Group offers insert moulding and two-shot moulding capabilities, including overmoulded grips and handles for engineering tools. These single and dual-shot moulded components are designed for oil, grease, and temperature resistance in demanding field use.
Quality and cost outcomes of multi-material techniques:
- Elimination of secondary assembly steps — fewer joining operations, fewer failure points
- Tighter bond integrity between materials versus adhesive or mechanical joining
- Improved part aesthetics through single-operation finishing
- Reduced risk of field failure from delamination or fastener loosening
Gas-Assisted and Structural Foam Moulding
Gas-assisted injection moulding introduces pressurised nitrogen into the molten resin stream, hollowing out thick sections while the outer skin solidifies. This yields a lighter part with a stronger, sink-free surface, and is particularly effective for large structural components with thick cross-sections that would otherwise warp or sink using conventional fill.
Structural foam moulding takes this further: a foamed core (resin plus blowing agent) forms beneath a solid outer skin. Trexel's MuCell microcellular foam process illustrates the performance potential for weight-sensitive automotive structural parts where dimensional stability is non-negotiable:
- Part weight reduction of 5% to 40%
- Cycle time reduction of up to 40%
- Clamp force reduction of 25% to 50%
- Measurable improvements in flatness and warpage control
Advanced Materials Driving Part Performance
The polymer a manufacturer selects is as consequential as the process used to mould it. High-performance engineering resins have expanded what injection moulding can produce — moving well beyond standard ABS and PP into territory previously reserved for metals.
Commonly specified engineering polymers and their applications:
| Material | Key Properties | Typical Applications |
|---|---|---|
| PA66-GF (Glass-filled nylon) | High rigidity, heat resistance, dimensional stability | Sensor housings, structural brackets, under-bonnet components |
| PEEK | Extreme temperature resistance, chemical resistance | Medical implants, aerospace connectors, high-temperature seals |
| Polycarbonate (PC) | Impact resistance, optical clarity | Avionics panels, lighting housings, electrical enclosures |
| POM / Acetal | Low friction, wear resistance | Gear wheels, bearings, bushings |
| LCP (Liquid Crystal Polymer) | High stiffness, excellent flow for thin walls | Miniature connectors, precision electronics |
These material families form the backbone of demanding B2B applications. Jairaj Group regularly processes PEEK, PC, PA66-GF, TPU, POM, and HDPE across automotive, aerospace, and industrial programmes — each selected for dimensional stability under varying load and temperature conditions.

Nanocomposites and Structural Toughness
Polymer matrices reinforced with nanoparticles — nano-clay, carbon nanotubes — deliver superior strength-to-weight ratios and improved thermal stability. A 2023 peer-reviewed study of PP nano-silica composites found elongation at break increasing from 28.5% to 641.1% with just 3% nano-silica content — a notable toughness improvement for structural lightweight applications.
Recycled Resins in Structural Use
Closed-loop material systems are enabling high-grade recycled polymer use beyond commodity applications. BASF's Ultramid Ccycled, for example, uses pyrolysis oil from end-of-life plastics and is confirmed to match virgin PA mechanical properties across structural applications — making it a genuine drop-in option for manufacturers with sustainability targets.
Automation and Smart Manufacturing in Injection Moulding
Connected machines, real-time sensor data, and adaptive process control are shifting injection moulding operations from reactive to predictive. The practical effect: fewer unplanned stoppages, tighter process windows, and consistent dimensional output across high-volume runs.
AI, Machine Learning, and Mould Flow Simulation
AI algorithms processing real-time production data (temperature, pressure, fill rate, cooling time) can detect process drift before defective parts are produced. A 2022 peer-reviewed study demonstrated regression models achieving R² of 99.26% for part weight prediction and 98.63% for a critical line dimension using in-mould sensor data — accuracy that makes automated in-process rejection genuinely viable.
Mould flow simulation plays a complementary role earlier in the development cycle. Virtual modelling of resin behaviour, gate placement, and cooling channel geometry before tooling is cut reduces costly mould modifications and shortens development timelines. Jairaj Group's R&D and Value Engineering Centres apply flow analysis, cooling optimisation, and warpage prediction during the upstream design phase to reduce iterations and improve tooling success rates.
A Moldex3D case study using Taguchi DOE methodology improved warpage by approximately 20–30% while maintaining linear shrinkage within a 0.6–0.7% target band — the kind of outcome that eliminates late-stage tooling rework.
Robotics and PLC-Controlled Machinery
Robotic automation directly addresses consistency at the part-handling level. Key applications include:
- Part removal and insert placement with repeatable positioning
- Assembly integration reducing downstream manual steps
- Vision-based inspection catching dimensional and surface defects in-cycle
Injection moulding suits lights-out operation well: its repeatable cycle structure keeps variation minimal, particularly for automotive and medical applications where shot-to-shot deviation is unacceptable.
PLC-controlled machinery is the operational backbone of this consistency. PLC systems regulate injection speed, pressure, temperature, and cycle timing with machine-level repeatability — critical for tight-tolerance OEM supply.
Jairaj Group's PLC-controlled machinery, deployed across its manufacturing network, supports this level of process control for automotive OEM partners including Endurance Technologies, Gabriel India Limited, and Tenneco Automotive.
Modern adaptive controllers go further: ENGEL's iQ weight control system, for example, detects injection-volume and viscosity deviations in fractions of a second, adjusting switchover point and holding pressure for every individual shot — validated for infusion-device components by B. Braun using a 20-point DOE process.
Quality Assurance Innovations for Zero-Defect Manufacturing
The shift from post-production inspection to in-process prevention defines modern quality assurance in injection moulding. Several methodologies and technologies are enabling this transition.
Scientific Moulding establishes, documents, and locks down optimal process parameters for each project — so every production run replicates the exact conditions that produced the validated part. Parameter changes are managed under change control, and process windows are defined through systematic Design of Experiments (DOE) rather than trial-and-error.
In-mould sensor technology places pressure and temperature sensors directly within the mould cavity. Each shot is monitored in real time; deviations from validated process windows trigger automatic part rejection — before the part reaches downstream inspection. A 2019 review of in-mould sensors confirms their role in Industry 4.0-aligned process control, with cavity pressure features such as peak pressure and viscosity index serving as reliable quality predictors.
Formal quality frameworks structure supplier accountability in OEM supply chains:
- PPAP (Production Part Approval Process): Automotive standard confirming design and specification requirements are understood and met before production launch
- FAI (First Article Inspection) per SAE AS9102: Baseline requirement for aerospace component documentation
- ISO 9001:2015: Foundational quality management standard governing the entire production system
Jairaj Group holds ISO 9001:2015 certification and delivers full PPAP documentation, FMEA reports, and control plans for automotive OEM qualification. Recognition as an 'A'-rated supplier by Gabriel India Limited and a capability-certified supplier by Endurance Technologies reflects what sustained OEM audit outcomes confirm: certification status backed by production-floor results.

Dimensional metrology ties process control directly to part conformance. CMM inspection and optical scanning verify complex geometries against CAD models at first article and during ongoing production — essential for aerospace and medical components where dimensional non-conformance carries direct safety consequences.
Sustainability and Energy Efficiency Innovations
Sustainability in injection moulding comes down to where you're losing energy, material, and time. Addressing these three areas produces measurable cost and quality gains, often without fundamental process overhauls.
Machine drive technology is the highest-impact energy variable. Servo-electric and hybrid drive systems replace hydraulic-only machines — and the gains are substantial. ENGEL confirms that electricity consumption can be reduced by up to 67% depending on application and machine type, with servo-hydraulic machines consuming less than 60% of the energy of equivalent hydraulic machines with variable pumps.
Conformal cooling channels follow the contour of the mould cavity rather than running in straight-drilled lines. This improves heat extraction uniformity, reducing cycle times and warpage defects simultaneously. Cooling time can account for more than 70% of total cycle duration — so even modest efficiency gains carry real weight at production volumes.
Three material waste reduction strategies with direct cost impact:
- Hot runner systems eliminate cold runner scrap entirely. In a Husky example of a 64-cavity cold-runner mould with 2g parts, runner weight reached 192g per shot — all recoverable waste
- Closed-loop regrind systems recirculate sprue and runner waste back into the production stream where material properties allow
- Optimised gate placement and reduced runner design cut material use per shot without affecting part quality
Frequently Asked Questions
What are the 5 steps of injection moulding?
The core sequence is: clamping (mould closure under pressure), injection (molten resin injected into the cavity), dwelling/packing (pressure hold to compensate for shrinkage), cooling (solidification of the part), and ejection (part removal from the open tool). Cycle time is largely determined by cooling duration.
What are the latest injection moulding innovations?
Key developments span several fronts: multi-material and 2K moulding for part consolidation, AI-driven in-process quality monitoring, and micro moulding for miniaturised components. Conformal cooling and Industry 4.0 integration — connecting machines to real-time process analytics — round out the most impactful advances.
What is the 2K process?
2K (two-component or two-shot) moulding injects two different materials sequentially in a single machine cycle. The result is a finished part with distinct material zones — for example, a rigid structural substrate with a flexible overmoulded grip — without requiring secondary assembly operations.
What is a 3-plate mould?
A 3-plate mould includes an additional floating plate between the cavity and clamping plates, enabling automatic runner separation from the part during ejection. This makes it well-suited for centre-gated parts or multi-cavity tools where runner removal needs to be automated rather than manual.
How does automation improve injection moulding quality?
Automation removes human variability from part handling and process control. PLC systems enforce identical parameters across every cycle, including injection speed, pressure, temperature, and timing, while robotic part removal eliminates handling damage. The result is improved dimensional consistency and lower defect rates across extended production runs.
Which industries benefit most from injection moulding process innovations?
Automotive, aerospace, medical devices, electronics, and emerging sectors including EVs, drones, and railways benefit most. These industries share common demands: tight tolerances, lightweight multi-material designs, high-volume repeatability, and formal quality documentation — all of which process innovation directly addresses.


