Introduction
Silicon wafers and aluminum frames get the headlines, but a solar energy system contains far more polymer than most procurement teams account for. Junction box housings, cable management clips, mounting end caps, encapsulant films, backsheets — these plastic and polymer components determine whether a system lasts 10 years or 25+.
For solar OEMs, EPC contractors, and system designers, the real specification work lies in knowing which polymers to select, how they're manufactured, and what standards they must meet to survive rooftop temperatures, UV radiation, and monsoon humidity across a multi-decade service life.
This guide covers component types, material selection, manufacturing processes, performance requirements, and quality standards — written for engineers and procurement professionals.
TLDR
- Solar systems contain multiple precision polymer parts beyond panels — backsheets, junction boxes, cable clips, and mounting hardware
- Material selection — PA66, PC, PP, fluoropolymers — must match the thermal, UV, and electrical demands of each component's position in the system
- Injection molding dominates production, with insert molding and ultrasonic welding used to achieve weatherproof assemblies
- Key standards include IEC 61215, IEC 62790, UL 94, and IP65/IP68 ratings
- UV-stabilised, flame-retardant grades are non-negotiable for outdoor solar-grade plastic parts
Key Plastic Components Found Across a Solar Energy System
While silicon, glass, and aluminium attract most of the attention in module design, a typical solar installation contains numerous precision-molded polymer parts — each serving a distinct function in electrical safety, weatherproofing, or structural integrity.
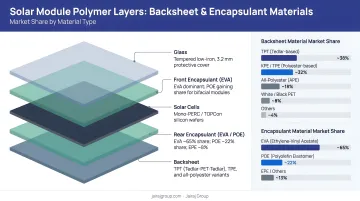
Backsheets and Encapsulants
The polymer backsheet is the module's rear protective skin: a multilayer construction providing moisture barrier, UV resistance, and electrical insulation. According to IEA PVPS field data, 19% of surveyed silicon modules showed moisture ingress and 9% had defective backsheets — making backsheet material selection a direct procurement risk.
Backsheet polymer families verified in authoritative sources include:
- PVF (Tedlar-based) — DuPont's Tedlar PVF film claims more than 30 years of proven field performance
- PVDF: entered wider use around 2010; some grades are susceptible to premature outer-layer cracking
- PET-based constructions: cost-effective core layer material, often combined with fluoropolymer outer layers
- PA-based backsheets: an alternative class used in specific module configurations
The encapsulant layer encases the solar cells, providing mechanical support, optical clarity, and protection against delamination. A 2023 review in MDPI reports EVA holds approximately 80% encapsulant market share, while POE adoption is growing — particularly where lower water vapour transmission and PID (potential-induced degradation) resistance are priorities.
Junction Boxes and Electrical Enclosures
The junction box is a weatherproof plastic housing mounted on the panel's rear that protects bypass diodes and cable connections. IEC 62790:2020 governs safety requirements and testing for PV junction boxes up to 1,500 V DC, including RTI (relative thermal index) requirements for insulation parts.
Junction box housings must meet:
- UL 94 V-0 flame class (verified in Stäubli TwinBox documentation)
- IP65 or IP68 ingress protection ratings
- Ambient temperature ranges down to -40°C
These performance requirements drive specific material choices. PC/PA blends are among the verified options: the Stäubli MC4 connector, for instance, lists PC/PA insulation material with IEC 62852 and UL 6703 certification.
Cable Management and Connector Components
Cable ties, conduit clips, and cord grips organise and protect wiring across the array — a category governed by IEC 62275 for electrical installations including solar plants.
UV-stabilised PA66 is the established baseline. HellermannTyton's solar tie product families include PA66UV and PA66HIRHSUV grades, with UV-resistant ties available at 50 lb tensile strength and heavy-duty solar variants at 120 lb. Standard non-stabilised PA66 degrades significantly faster under prolonged solar UV exposure, so grade selection is not interchangeable.
Mounting and Structural Polymer Parts
Injection-moulded brackets, end caps, push rivets, bushings, and tube inserts form the structural backbone of mounting systems. These parts face combined mechanical load, weather exposure, and thermal cycling throughout their service life.
Jairaj Group produces these components across a range of engineered polymers selected for specific performance requirements:
- Push rivets: PP, PA66, POM, TPE, and ABS
- End caps: UV-stable polypropylene for weather exposure
- Bushings: UHMW-PE and acetal for low-friction, corrosion-free load bearing
Material selection at this level directly affects long-term structural integrity under outdoor cycling conditions.
Polymers and Materials Used in Solar Plastic Manufacturing
Different locations within a solar system impose fundamentally different material demands. Specifying the wrong polymer grade is one of the most preventable causes of premature field failure — and it happens more often than installation errors or contamination combined.
| Polymer | Primary Solar Application | Key Advantage | Limitation |
|---|---|---|---|
| PP | Conduit, protective housings, backsheet film components | Low cost, chemical resistance | Limited sustained high-temperature performance |
| PA66 / PA6 | Cable ties, cable clips, connectors | High tensile strength, UV-stabilised grades available | Absorbs moisture; grades must be specified correctly |
| PC / PC-PA | Junction box housings, connector bodies, enclosures | Impact resistance, wide temperature range | More expensive than PP or ABS |
| ABS | Structural fittings, mounting hardware, enclosure components | Good processability, lower cost | Requires UV-stabilised or UV-coated grades for outdoor use |
| PVF / PVDF / ETFE | Premium backsheets, cable jacketing | Maximum UV resistance, chemical stability | Higher cost; justified at commercial/utility scale |
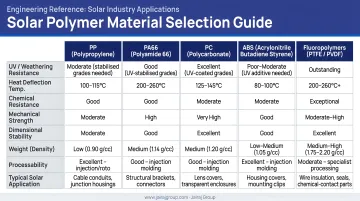
SABIC's CYCOLAC resin line confirms that UV-stabilised ABS grades are available, though independent degradation timelines comparing standard versus UV-stabilised ABS vary by formulation and operating environment. When specifying materials for solar applications, the grade designation matters as much as the base polymer. Key principles for practical selection:
- Confirm UV stabilisation at the grade level, not just the polymer family
- Match moisture absorption ratings (especially for PA66/PA6) to the installation climate
- Reserve fluoropolymers (PVDF, ETFE) for high-exposure applications where the cost premium is justified by lifespan requirements
- Request datasheet validation for operating temperature ranges specific to your mounting zone
How Solar Plastic Components Are Manufactured
The manufacturing process chosen depends on component geometry, required tolerances, material properties, and production volume. A part designed for injection moulding that gets thermoformed — or vice versa — will typically fail in field conditions.
Injection Moulding
Injection moulding is the core process for junction box housings, connector bodies, cable clips, mounting brackets, and structural fittings. PLC-controlled machines deliver dimensional consistency, tight tolerances, and repeatability across high-volume production runs — critical for solar OEM supply chains where automated assembly lines require part-to-part uniformity.
Jairaj Group supports this with in-house tool rooms and multi-cavity, insert, and two-shot moulding capability — suited to complex solar junction box configurations. ISO 9001:2015 certification covers the process control and traceability documentation that solar OEMs and EPC contractors require from suppliers.
Blow Moulding
Blow moulding produces hollow components — conduit sections, enclosure bodies, and protective housings — where wall consistency and sealed geometry are critical. Extrusion blow moulding systems with PLC controls, real-time wall thickness monitoring, automated cooling, and in-line inspection make this process viable for solar hollow-component production — an area where Jairaj Group operates active capacity.
Secondary Operations
Secondary processes convert moulded parts into sealed, weatherproof solar assemblies:
- Insert moulding — embeds metal threaded inserts into junction box housings for mechanical connections
- Overmoulding — seals cord grips and cable entry points against moisture ingress
- Ultrasonic welding — creates permanent, hermetic closures on enclosure bodies without adhesives or fasteners
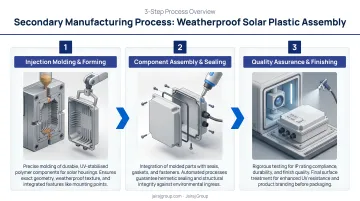
Ultrasonic, vibration, and heat welding with real-time weld force feedback and calibrated tooling covers the full range of solar enclosure joining requirements.
Tooling and Quality Control
In-house tool room capability versus outsourced tooling directly affects dimensional accuracy and project lead times. When tooling is outsourced, every design revision adds external lead time and reduces iteration speed.
Jairaj Group's integrated tool room supports rapid prototyping through 3D printing and prototype tooling, accelerating first-article approval for solar component programmes. Quality validation is documented under the ISO 9001:2015 framework and covers:
- In-line inspection during moulding
- Post-mould dimensional verification
- UV resistance testing
- Thermal cycling validation
Performance Requirements Every Solar Plastic Part Must Meet
UV and Weather Resistance
Outdoor solar components must survive continuous UV exposure for 25+ years without becoming brittle or discoloured. UL 746C's F1 classification confirms that a material has met both UV exposure and water immersion requirements — a key benchmark for outdoor-grade solar polymers.
IEC 61215 module qualification testing incorporates UV pre-conditioning as part of the durability test sequence. For encapsulants, PVEL's damp heat test runs at 85°C, 85% RH for 1,000 hours to assess module reliability under heat and humidity stress.
Thermal Stability and Cycling Resistance
Solar components experience a punishing thermal range : from sub-zero nights to rooftop surface temperatures exceeding 70°C. The Stäubli MC4 connector's rating of -40°C to +85°C ambient (with a 105°C upper limiting temperature) illustrates the thermal envelope that connector-grade polymers must handle.
IEC 61215 thermal cycling baseline uses 200 cycles, with NREL's Qualification Plus protocol extending this to 500 cycles for accelerated durability validation. Polymer selection must account for thermal expansion coefficients and resistance to stress cracking across repeated temperature swings.
Flame Retardancy and Electrical Safety
Junction boxes, enclosures, and cable management components require UL 94 V-0 or V-2 flame ratings. These ratings directly govern which polymer grades can be specified. The Stäubli TwinBox and MC4 both document UL 94 V-0 compliance.
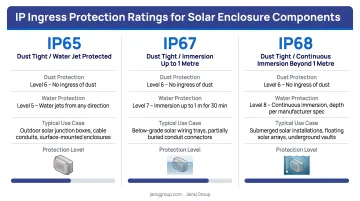
IEC 62790:2020 covers construction and safety requirements for PV junction boxes, while IEC 60529 defines IP ratings. The required rating depends on installation environment:
- IP65: Protected against dust ingress and low-pressure water jets
- IP67: Dust-tight with protection against temporary immersion up to 1 metre
- IP68: Dust-tight with protection against continuous immersion beyond 1 metre
Solar Industry Applications: Where Plastic Components Are Used
Rooftop and Ground-Mount Systems
A standard residential or commercial rooftop array contains more polymer components than most installers track:
- Junction box housing on every panel
- UV-stabilised cable ties and conduit clips throughout the wiring run
- Mounting rail end caps and push rivets at every frame attachment point
- Conduit fittings at penetration points
These are small parts with outsized reliability implications. A failed junction box seal or a cracked cable tie doesn't just create a maintenance call — it creates a fire risk or a ground fault.
Utility-Scale Solar Farms
Scale amplifies every material decision. A utility-scale farm running hundreds of megawatts means thousands of junction boxes, kilometres of cable management, and tens of thousands of mounting fasteners. At that volume, dimensional consistency and polymer quality directly affect automated assembly line throughput — even minor part-to-part variation causes line stoppages.
IRENA's 2024 capacity statistics report global solar PV capacity reached 1,412,093 MW in 2023, with 345,534 MW added in that year alone. The polymer component volume implied by that installation rate is substantial — and growing.
Emerging Applications
Newer solar deployment contexts are pushing polymer component requirements beyond standard outdoor ratings:
- Agrivoltaics — simultaneous agricultural and PV land use demands mounting components that tolerate irrigation spray, agricultural humidity, and chemical exposure
- Solar-integrated EVs — lightweight polymer parts replace metals wherever possible; PC and PA66-GF are common choices
- Drone and portable solar units — where weight matters most, carbon fibre reinforced plastics and PA66 components are preferred over aluminium
Jairaj Group's work across EV battery enclosures, drone frame components, and solar plastic parts draws on the same polymer engineering capabilities built over decades serving automotive OEMs — a foundation that transfers directly to the precision and durability demands of solar hardware.
Quality Standards and Testing for Solar-Grade Plastic Components
Solar plastic components sit within a layered certification framework. Buyers qualifying a supplier need to understand which standards govern which parts:
| Standard | Scope |
|---|---|
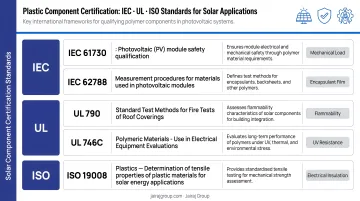
| IEC 61215 / IEC 61730 | Module-level qualification and safety; imposes requirements on materials used within panels |
| IEC 62790:2020 | Junction boxes up to 1,500 V DC — safety, construction, and testing |
| IEC 60529 | IP ratings for enclosure protection (IP65, IP67, IP68) |
| IEC 62275 | Cable ties for electrical installations including solar plants |
| UL 94 | Flammability of plastic materials (V-0, V-2 ratings) |
| UL 746C | Outdoor suitability (F1 rating: UV exposure + water immersion) |
| ISO 9001:2015 | Quality management system — process control and traceability |
When qualifying a plastic component supplier for solar applications, ask for:
- Material data sheets with specific grade designations (not just polymer family)
- Process validation records showing dimensional consistency across production runs
- UL 94 and UL 746C certificates for materials used in flame-exposed or outdoor components
- Dimensional inspection reports from first article and ongoing production
- Evidence of UV weathering, thermal cycling, and IP ingress testing capability
Suppliers that already meet these requirements for demanding industries often transition smoothly into solar qualification. Jairaj Group holds ISO 9001:2015 certification across its manufacturing operations, with documented quality processes covering dimensional verification, UV resistance testing, and thermal cycling validation. For solar OEM procurement teams, Jairaj's material traceability records and comprehensive test documentation map directly onto standard solar component qualification requirements.
Frequently Asked Questions
What is the manufacturing process for solar plastic components?
Solar plastic components are produced through injection moulding, extrusion blow moulding, and secondary operations such as insert moulding, overmoulding, and ultrasonic welding. The right process depends on component geometry, required sealing performance, and production volume.
Where are solar plastic components manufactured?
Solar plastic components are produced by specialised polymer manufacturers globally. India is a growing production hub, driven by its expanding solar installation market and established precision injection moulding industry. Manufacturers like Jairaj Group, headquartered in Gurugram with facilities across six locations, serve both domestic and export solar markets.
What materials are commonly used in solar plastic components?
Common materials include UV-stabilised PA66/PA6 for cable ties and management, PC and PC/PA blends for junction boxes and connectors, PP for conduit and housings, and fluoropolymers (PVF, PVDF) for premium backsheets. Each grade is chosen to match the thermal, UV, and electrical demands of its specific application point.
How long do plastic components last in a solar panel system?
Quality solar-grade polymer parts are engineered for 25+ year service life when manufactured from UV-stabilised, weather-resistant grades and validated against IEC 61215/IEC 61730 durability requirements. Specific grade selection — including UV stabiliser load and additive package — determines real-world longevity, not just the polymer family chosen.
What performance standards must solar plastic components meet?
Solar plastic components must typically meet:
- UL 746C F1 — outdoor UV and water immersion rating
- UL 94 V-0 or V-2 — flame retardancy classification
- IEC 60529 IP65–IP68 — ingress protection against dust and water
- IEC 62790:2020 — construction requirements for junction boxes
- Thermal cycling tolerance from -40°C to +85°C or beyond
Which parts of a solar panel are made of plastic or polymer?
Main polymer-containing elements include the backsheet (PVF, PVDF, or PET-based multilayer film), the EVA or POE encapsulant layer, junction box housing, UV-stabilised cable ties and conduit clips, mounting hardware end caps and push rivets, and cord grips and sealing grommets at cable entry points.


