
Yet procurement engineers and product designers frequently discover — after tooling is cut and first articles are in — that the polymer grade they specified doesn't carry the right flame rating, or the wall thickness isn't uniform enough to survive thermal cycling. This guide covers the full EV plastic parts manufacturing process at an operational level: materials, methods, process controls, and the pitfalls that cost teams the most time and money.
Key Takeaways
- EV plastic part manufacturing mirrors conventional automotive sequencing but demands stricter material certifications at every step
- UL 94 V-0 flame rating, high CTI values, and thermal stability above 150°C are non-negotiable for battery and powertrain-adjacent components
- Injection molding covers most solid EV parts; blow molding handles hollow components like coolant reservoirs and HVAC ducts
- Specifying automotive-grade polymers without verifying EV-specific certifications is the most common — and costly — sourcing error
- Polymer selection, matched to the specific component zone, drives part performance, safety compliance, and long-term durability
What Is the EV Plastic Parts Manufacturing Process?
EV plastic parts manufacturing is the structured sequence from polymer selection and mold design through production, post-processing, and quality assurance — producing components that meet the performance, safety, and weight targets specific to electric vehicles.
General automotive plastic manufacturing produces parts optimized for UV resistance, surface finish, structural load, and NVH. EV manufacturing keeps all of those requirements and layers on several more:
- High-voltage electrical insulation — 400V to 800V architectures require materials with high comparative tracking index (CTI) values, not just good dielectric strength
- Resistance to battery thermal events — housing materials near battery cells must not ignite or propagate flame
- Stricter flame retardancy ratings — UL 94 V-0 is the functional minimum for components in high-voltage zones
- Aggressive lightweighting — EV battery packs add significant mass; every kilogram recovered elsewhere in the vehicle matters for range

The manufacturing process itself — injection molding, blow molding, tooling, QA — remains structurally the same. The validation requirements attached to each step are where EV manufacturing diverges from standard automotive.
Why Plastic Parts Are Critical in EV Manufacturing
Weight and Range
Battery pack mass is fixed once the energy capacity is set. Everything else in the vehicle is a lightweighting opportunity. Research from ICCT demonstrates the relationship clearly: using a 116 kWh battery instead of a 28 kWh unit increased energy consumption by 13.4% to 16.9% depending on driver type. Heavier vehicles consume more energy — which means that reducing mass through plastic substitution directly reduces the energy cost of moving the vehicle.
Structural plastic components — bumper systems, door inners, underbody panels, battery enclosure lids — recover mass that would otherwise require a larger, heavier, more expensive battery to compensate.
Electrical Insulation and Safety
Modern EV architectures operate at 400V to 800V. Porsche introduced the first 800V production system with the Taycan specifically to support faster charging and reduced cable mass. At those voltages, polymer materials enclosing connectors, busbars, and battery management systems serve as safety-critical insulation — not structural filler.
Materials in these zones need CTI values of 600V or higher (Material Group I per IEC 60112) and UL 94 V-0 flame performance. BASF's EV safety documentation defines V-0 pass/fail criteria precisely:
- Individual afterflame time under 10 seconds
- Total afterflame time across 10 flamings under 50 seconds
- No flaming drips permitted
These aren't targets to approach — they're pass/fail thresholds.
NVH in a Quieter Powertrain
ICE engines mask a lot of interior noise. Electric motors don't. SAE research confirms that EV propulsion systems have distinctly different sound signatures, making buzz, squeak, and rattle (BSR) from interior components far more noticeable to occupants. Plastic parts used in acoustic and vibration-control applications must be designed with tighter dimensional tolerances, appropriate damping materials, and assembly features that eliminate contact-point noise.
Sustainability Requirements
Performance and safety requirements define what plastic components must do. Regulatory requirements now define what they must be made of — and this is no longer optional for OEM supply chains. The EU's 2025 provisional agreement on automotive circularity rules requires new vehicles to contain at least 15% recycled plastic within six years of entry into force, rising to 25% within ten years — with 20% of that total coming from closed-loop end-of-life vehicle sources. Thermoplastic component design now needs to account for end-of-life recyclability from the program kick-off meeting, not as an afterthought.
Key Materials Used in EV Plastic Part Manufacturing
The right polymer depends entirely on the component zone. No single material covers all EV applications.
Structural and Exterior Applications
| Material | Typical Applications | Key Properties |
|---|---|---|
| PP (Polypropylene) | Bumpers, splash guards, exterior panels | UV resistance, moisture resistance, good fatigue strength |
| ABS | Interior trim, consoles, dashboard panels | Surface finish quality, dimensional stability, paintability |
Under-Hood and Powertrain-Adjacent Components
- PPS (Polyphenylene Sulfide): Celanese Fortron PPS grades carry UL Relative Thermal Index values of 200–240°C, making PPS the standard choice for motor housings and thermal management brackets exposed to coolants and oils
- PA6/PA66 (glass-filled nylon): BASF's Ultramid grades achieve RTI of 140°C with UL 94 V-0 ratings in EV-specific formulations — widely used for under-hood brackets and heat-exposed structural components
Battery and High-Voltage Electrical Components
This zone has the strictest requirements. Materials must carry UL 94 V-0 and high CTI simultaneously.
- PPA (semi-aromatic polyamide): BASF's Ultramid Advanced N achieves UL 94 V-0, CTI 600V, and RTI 160°C — purpose-built for high-voltage connectors
- PC (Polycarbonate): Used in battery management system housings where impact resistance and electrical insulation combine
- LCP (Liquid Crystal Polymer): For precision connector bodies requiring dimensional stability under repeated thermal cycling
Hollow and Fluid-Handling Components
HDPE and PP are the standard choices for blow-molded coolant reservoirs, fluid tanks, and HVAC ducts. Selection is driven by chemical resistance to EV coolants and glycol-based fluids, not load-bearing requirements.
Fiber-Reinforced and Advanced Options
PA6-GF30/GF50 (glass-filled nylon at 30–50% glass loading) and continuous-fiber-reinforced thermoplastics are increasingly specified for structural brackets and load-bearing housings where metal replacement requires higher stiffness-to-weight ratios. Fraunhofer LBF has developed lightweight battery housings using continuous-fiber-reinforced thermoplastics in sandwich construction configurations — a construction method that can reduce housing weight by 30–40% compared to equivalent aluminum enclosures.
How EV Plastic Parts Are Manufactured: Methods and Process Flow
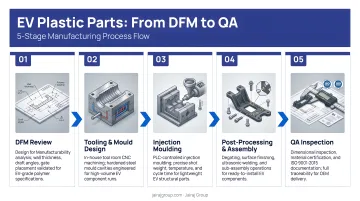
The end-to-end process moves through five stages: DFM analysis → material selection → tooling fabrication → production with process controls → post-processing and QA inspection. Which stages receive the most attention depends on component criticality.
Injection Molding: Primary Method for Precision EV Components
Injection molding dominates EV plastic part production. Plastic pellets feed into a heated barrel, melt under a reciprocating screw, then inject under high pressure into a precision mold that defines exact geometry — wall thickness, draft angles, ribs, surface texture. The part cools, ejects, and the cycle repeats. Typical automotive cycle times run 30 to 120 seconds depending on part complexity and material.
EV-specific injection molding requirements:
- Gate location — gates positioned incorrectly relative to Class A surfaces create sink marks that fail OEM surface standards
- Wall thickness uniformity — non-uniform walls warp under thermal cycling, a particular problem for components near battery cooling circuits
- PLC-controlled equipment — consistent shot weights and cycle times are prerequisites for OEM qualification on high-volume EV programs
- Process documentation — documented melt temperature, injection pressure, and cooling time parameters are not optional; they're part of the qualification package
Manufacturers like Jairaj Group operate PLC-controlled injection molding lines across multiple facilities — IMT Manesar, Faridabad, Rudrapur, Aurangabad, and Sanand — with ISO 9001:2015 certification and real-time monitoring systems built into production. This combination of multi-facility coverage and documented process controls is what allows consistent part qualification across high-volume EV programs.
Blow Molding: Hollow EV Components
Blow molding produces hollow parts that injection molding cannot. A molten plastic parison is extruded, clamped in a mold, and inflated with pressurized air until it conforms to the mold shape. The result is a seamless, lightweight hollow geometry — ideal for coolant reservoirs, HVAC ducts, and fluid tanks.
For EV coolant reservoir applications, process control is non-negotiable. Key controls built into extrusion blow molding lines include:
- Real-time wall thickness monitoring — catches variation before it becomes a structural failure point
- Cavity pressure balancing — ensures uniform inflation across the full mold cavity
- Automated cooling sequences — maintains dimensional consistency cycle to cycle
- Leak and pressure testing — standard QA step for any pressurized fluid component

Blow molding is the right choice where sealed hollow geometry, chemical resistance, and weight reduction are the governing requirements — not for solid structural components.
Thermoforming and Secondary Processes
Thermoforming (vacuum forming) handles large, thin-walled parts: interior door liners, underbody panels, cargo area trim. A heated thermoplastic sheet is pulled over or into a mold by vacuum. Tooling costs are lower than injection molding, making it appropriate for larger parts where geometry is simpler and production volumes don't justify hard tooling investment.
Post-processing applies across all three methods and feeds directly into the final stages of the five-stage process flow: trimming, surface treatment, assembly integration (clips, inserts, overmolded features), and QA inspection before shipment.
Key Factors, Best Practices, and Common Pitfalls
Material Specification Rigor
The most common and expensive mistake in EV plastic manufacturing: specifying automotive-grade polymer without verifying EV-specific certifications. An automotive-grade PA66 and an EV-validated PA66-GF are not interchangeable — even when datasheet mechanical properties look similar. The EV-validated grade carries UL 94 V-0 flame rating, CTI 600V, and RTI ≥ 150°C; the standard grade does not.
Each component zone requires validation against specific standards:
- Battery/HV zone: UL 94 V-0, CTI ≥ 600V, RTI ≥ 150°C
- Powertrain-adjacent: Thermal stability above operating temperature, chemical resistance to coolants and oils
- Interior: Surface finish grades, dimensional stability, BSR performance
- Exterior: UV resistance, impact performance, Class A surface compatibility
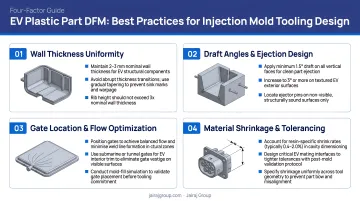
Tooling and DFM Best Practices
Getting material selection right sets the foundation — but tooling decisions are what determine whether a well-specified part can actually be produced consistently. Address these during DFM:
- Draft angles: Minimum 1–2° per side on vertical faces — insufficient draft causes ejection problems and surface damage
- Uniform wall thickness: Variation in wall thickness is the primary cause of warpage in thermally cycled EV components
- Gate and runner placement: Directly affects fill balance, weld line location, and sink mark risk on visible surfaces
- Venting: Inadequate venting causes short shots and burn marks, particularly with high-viscosity engineering polymers
Jairaj Group's engineering team supports DFM reviews with mold flow analysis, cooling optimization, and warpage prediction before tooling is cut. Resolving design problems at this stage costs a fraction of what mid-production corrections require.
Process Control and Quality Documentation
High-volume EV plastic part manufacturing depends on documented, repeatable processes — not just capable equipment.
Baseline requirements for automotive OEM supply typically include:
- ISO 9001:2015 certification as the minimum quality system standard
- IATF 16949 for Tier 1 and Tier 2 automotive suppliers
- PPAP (Production Part Approval Process) submissions for new programs and specified changes
- Documented process parameters — melt temperature, injection pressure, cooling time — tied to each part number
When Metal Still Wins
Plastic-for-metal substitution reduces weight, lowers assembly complexity, and cuts component costs across most EV applications. Certain zones, however, still require metal or hybrid solutions:
- Structural crash load paths — polymer creep and impact energy absorption don't meet crash structure requirements
- High-heat zones directly adjacent to battery cells — thermal limits of current engineering polymers can be exceeded in worst-case thermal events
- Precision bearing surfaces and mechanical interfaces — dimensional tolerance and wear resistance requirements exceed what polymer grades reliably deliver
The decision must be application-specific. Each candidate zone needs load path analysis and thermal modeling — without both, substitution decisions are guesswork, and field failures tend to follow.
Frequently Asked Questions
What is the manufacturing process of plastic parts?
Plastic part manufacturing involves selecting a suitable polymer, designing tooling (moulds or dies), and using a production process — injection moulding, blow moulding, or thermoforming — to shape the material into the required geometry. Parts then go through post-processing such as trimming or surface treatment, followed by dimensional and functional quality inspection before release.
What are the 4 stages of injection moulding?
The four core stages are: (1) clamping the mould halves under sufficient tonnage, (2) injecting molten plastic under high pressure, (3) cooling and solidification inside the closed mould, and (4) ejection of the finished part. Clamp force, injection speed, and cooling time are the key parameters at each stage, and each directly affects dimensional accuracy and structural integrity.
What plastics are most commonly used in EV battery enclosures?
PC (polycarbonate), PPA (semi-aromatic polyamide), and flame-retardant PA6/PA66 grades are the standard choices. All three offer UL 94 V-0 flame ratings, high CTI values for electrical insulation, and thermal stability through EV charging and discharge cycles.
How do EV plastic part requirements differ from traditional automotive applications?
EV parts must meet high-voltage insulation requirements (CTI ≥ 600V for HV zones), pass UL 94 V-0 flame testing, and withstand battery thermal events with no ICE equivalent. Weight reduction is also more critical, as battery pack mass must be offset elsewhere to preserve range.
What is the role of blow moulding in EV plastic part manufacturing?
Blow moulding produces hollow EV components such as coolant reservoirs, fluid tanks, and HVAC ducts, where sealed geometry and chemical resistance to EV fluids are the primary requirements. It suits these parts better than injection moulding, which produces solid geometry that adds unnecessary weight and cost.
When should metal still be used instead of plastic in EV components?
Metal remains necessary in structural crash load paths, high-heat zones directly adjacent to battery cells, and precision mechanical interfaces such as bearing housings. Where load requirements, sustained thermal exposure, or dimensional tolerances exceed what current engineering polymers can reliably deliver, metal or hybrid metal-polymer solutions are the appropriate choice.


