
Getting material selection, dimensional control, and compliance right matters from the specification stage. This article covers what defines precision-grade plastic parts for railways, where they are used across track infrastructure and rolling stock, which materials are specified and why, and what standards — including RDSO specifications for Indian Railways and EN 45545-2 for fire behaviour — govern their qualification.
Key Takeaways
- Precision plastic parts serve structural, insulation, sliding, sealing, and guidance roles — each requiring a matched material and tolerance class
- Core material families: PA66 (HVN66 and GFN66), UHMWPE, PTFE, polycarbonate, PEEK, and PEI
- In India, RDSO T-44-2023 sets the standard for insulating liner specifications
- EN 45545-2:2020+A1:2023 covers flame, smoke, and toxicity requirements for rolling stock worldwide
- Dimensional precision directly affects load distribution, electrical isolation, and assembly fit — tolerance errors carry real consequences
- Polymer datasheet values are not component performance guarantees — always require part-level test data
What Makes a Plastic Part "Precision-Grade" for Railway Use
In railway applications, "precision-grade" means more than tight tolerances. It means manufactured to controlled dimensional specs using verified-viscosity polymer batches, then validated against mechanical, thermal, and electrical performance requirements — not produced to the catalogue tolerances of standard commercial injection-moulded parts.
Railway use turns precision into a functional requirement. The consequences of getting it wrong are immediate:
- A misaligned guide plate misloads the fastening assembly and shifts rail position
- An undersized insulating liner reduces the dielectric separation between rail foot and sleeper, threatening track circuit integrity
- An oversized sliding plate creates friction in switch assemblies, raising actuation force and generating heat
Factors That Drive Precision Requirements
Material behaviour during processing. High-viscosity nylon grades (HVN66) and glass-filled variants (GFN66) have narrow melt-flow windows. RDSO T-44-2023 requires automatic screw-type injection moulding with dehumidifier preheating at dew point −20°C to −30°C, and raw material moisture below 0.2% before moulding. These process controls are prerequisites for dimensional batch consistency.
Wall thickness extremes in rail geometry. Many rail components — sleeper pads, guide plates — have extreme wall sections that violate standard injection-moulding design rules. Mould-flow simulation applied during tool design prevents sink and warp that would otherwise only be discovered after tooling is cut.
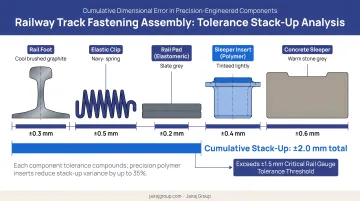
Tolerance stack-up in track assemblies. A track fastening system assembles multiple plastic components in sequence: liner, pad, clip housing, dowel. Cumulative tolerance error across these parts can shift rail gauge or reduce clamping force below design specification — even when each individual part nominally passes inspection.
Environmental cycling effects. BASF's data on Ultramid PA shows PA66 mean length increases by 0.2–0.3% per 1% absorbed moisture; glass-fibre reinforced grades show less than 0.1% in the fibre-orientation direction. Temperature cycling and repeated axle load impulses compound dimensional shift. Design tolerances must account for in-service conditions, not just room-temperature as-moulded dimensions.
Where Precision Plastic Parts Are Used
Railway plastic components operate across three distinct environments — track infrastructure (P-way), rolling stock, and electrification/signalling — each imposing different mechanical, thermal, and electrical demands.
P-Way and Track Infrastructure Components
P-way (permanent way) refers to the track structure: rails, sleepers, fastening systems, and the fittings between them. Plastic components within P-way serve insulation, load-distribution, and anti-vibration functions.
Insulating liners sit between the rail foot and the elastic rail clip, providing electrical separation between rail and sleeper — essential for track circuit integrity. RDSO T-44-2023 specifies minimum dielectric strength of ≥ 11 kV/mm for both GFN-66 and HVN-66 grades, with volume resistivity of ≥ 10⁸ ohm-cm for GFN-66 and ≥ 10¹⁴ ohm-cm for HVN-66. These values must be maintained under continuous axle load. Creep deformation that reduces liner thickness directly compromises electrical isolation.
Sliding and gliding plates are used at switch and crossing points, bridge bearings, and expansion joints — designed to permit controlled linear movement under high compressive loads. UHMWPE and PTFE composites are standard here due to their low friction coefficients and resistance to wear under sustained load.
Rail pads and sleeper pads distribute axle load across the sleeper surface and provide vibration damping. These components absorb repeated compressive impulses at every axle pass, making long-term creep resistance the primary design requirement.
Rolling Stock Interior and Exterior Components
Where P-way components handle structural and electrical demands, rolling stock plastic parts cover both exterior and interior applications across the coach body:
- Exterior: roof panels, side skirts, apron flaps, cladding, window trims
- Interior: ceiling panels, seat shells, partitions, door mechanism covers, cable clamps, air duct components, floor plates, hand grips, lighting fixtures
For interior components, the dominant performance requirement is flame-smoke-toxicity (FST) behaviour, not mechanical strength alone. A seat shell in standard PA66 or ABS will fail fire safety audit if it hasn't been verified to the applicable hazard level under EN 45545-2, regardless of its tensile properties.
Jairaj Group manufactures rolling stock interior components including seat shells, seat backs, armrests, interior panels, and metro train air vents, with fire-resistant materials specified for metro applications.
Electrification and Signalling Components
This zone carries the highest electrical demands. Key applications include:
- Short neutral sections (SNS): RDSO Specification TI/SPC/OHE/SNS/0000 Rev.1 covers 25 kV AC traction OHE assemblies using resin-bonded fiberglass insulators covered with PTFE and stainless-steel runners. Fittings and insulator rod failure load must not fall below 9,900 kgf.
- Conductor rail insulators and pantograph components: These must maintain mechanical strength, dimensional stability, and dielectric integrity simultaneously under live voltage conditions.
- Cable ducts and conduits: PP- and PA-based moulded components support routing and protection of signalling and power cables along the track corridor.
Materials Used in Precision Plastic Railway Components
Material selection starts with the dominant load type — mechanical, electrical, tribological, thermal, or FST. Each subsection below maps to one of these load categories: the base polymer addresses the primary requirement; fillers and reinforcements handle secondary ones.
Polyamide (PA66) Grades: HVN66 and GFN66
These are the primary P-way insulating liner materials under Indian Railways specifications.
| Grade | Key Properties (RDSO T-44-2023) | Primary Use |
|---|---|---|
| GFN-66 (33±2% glass fill) | Tensile ≥ 17.5 kg/mm², Hardness R ≥ 110, Dielectric ≥ 11 kV/mm | Insulating liners, fastening components |
| HVN-66 (viscosity ≥ 230 cm³/g) | Tensile ≥ 7.0 kg/mm², Flexural modulus ≥ 250 kg/mm², Dielectric ≥ 11 kV/mm | Insulating liners requiring controlled flexibility |
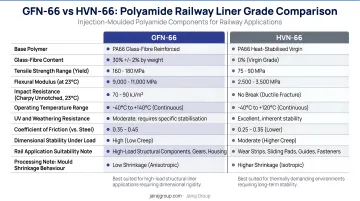
Both grades require controlled-viscosity resin batches. Reconstituted or recovered material is prohibited under RDSO T-44-2023. Research on PA6.6 + 35% short glass-fibre railway track fasteners confirms that creep testing at 70 kN compression — approximately 60% of dynamic resistance — validates service performance.
UHMWPE
UHMWPE (ultra-high molecular weight polyethylene) is the standard choice for sliding plates and gliding surfaces. Supplier data for TIVAR 1000 UHMWPE records a dynamic coefficient of friction of 0.15–0.30 by ISO 7148-2, with compressive stress of 6.5 MPa at 1% strain and 17 MPa at 5% strain.
It requires no external lubrication in normal service and resists wear under continuous compressive load better than HDPE.
PTFE and Its Composites
PTFE's role in railway electrification is directly documented in RDSO and CAMTECH sources: short neutral section insulators use PTFE-covered fiberglass rods operating at 25 kV AC. PTFE offers chemical inertness and continuous service stability to 260°C (per Chemours product data).
It cannot be conventionally injection-moulded. Granular grades are compression-moulded and sintered; fine powder grades are paste-extruded for tube forms.
Filled PTFE composites (with bronze, carbon, or glass fillers) are used where wear resistance must be balanced with insulation — verify dielectric values against the material datasheet for each filled grade.
High-Performance Polymers: PEEK and PEI
PEEK and PEI serve applications requiring continuous service temperatures above 150–180°C, resistance to aggressive cleaning agents, and structural load-bearing. MCAM lists Ketron CA30 PEEK, Ketron 1000 PEEK, and Duratron 1000 PEI as ISO EN 45545-2 compliant railway materials.
Compliance must be verified at grade, thickness, and requirement-set level — not assumed for the polymer family. For manufacturers sourcing these components, verifying this at the processing stage matters as much as at the material specification stage. Jairaj Group processes PEEK for precision railway components where high-temperature stability and tight dimensional tolerances are required, using PLC-controlled machinery and in-house toolroom capabilities.
Flame-Retardant Grades and FST Compliance
Standard PA66, ABS, or PC grades cannot be used in rolling stock interiors without FR qualification. EN 45545-2:2020+A1:2023 defines hazard levels HL1 to HL3 based on area of use and application. BASF has published specific Ultramid PA grades qualifying at HL3 for requirement sets R22/R23, including:
- Ultramid A3K R01 (HL3, 0.4–2 mm thickness)
- Ultramid A3UG5 (HL3, 0.8–6 mm)
- Ultramid A3U42G6 (HL3, 1–3 mm)
FR additives alter mechanical and processing properties — mould specifications and part design must account for these changes, not just apply FR grade as a drop-in substitution.
Compliance Standards and Qualification Requirements
Two frameworks govern precision plastic railway components:
RDSO (Research Designs and Standards Organisation) — under India's Ministry of Railways — issues material grades, dimensional tolerances, test methods, and approval processes for track components. RDSO T-44-2023 is the current specification for GFN-66 and HVN-66 insulating liners. Dimensional checks use approved inspection gauges conforming to RDSO drawings, with 2% sampling for the first 100,000 liners of a design, reducing to 0.5% if quality is maintained.
Vendor approval requires:
- Prototype manufacture and submission
- Chemical, hardness, and mechanical property testing
- Field trials with performance reports submitted by Zonal Railways
Approval is valid for two years.
EN 45545-2:2020+A1:2023 governs fire behaviour of materials and products on railway vehicles, structured by hazard level (HL1–HL3) and requirement set. It is the primary fire safety reference for rolling stock components in Europe and increasingly referenced in procurement globally.
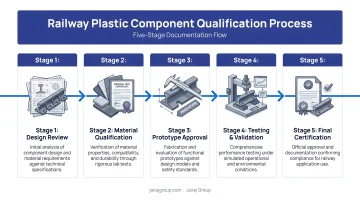
How Components Are Qualified
A complete qualification package typically includes:
- Material test certificates (solution viscosity, tensile, impact, dielectric strength)
- Dimensional inspection reports against engineering drawing tolerances
- Batch-level sampling records
- Field approval from the procuring railway authority
These documents matter because datasheet values alone are not sufficient. Part geometry, processing conditions, weld lines, and glass-fibre orientation all alter effective properties in the moulded part. Research on PA6 + 30% fiberglass weld-line specimens shows moulded weld-line UTS can reach only 74 MPa against a datasheet value of 110 MPa — a gap that matters when the component carries axle load.
Suppliers with documented quality systems, in-house testing, and full traceability from raw material batch to finished component are better positioned for railway procurement. Jairaj Group supports this process through ISO 9001:2015 certification, PLC-controlled manufacturing, an in-house toolroom, and process simulation — including flow analysis, cooling optimisation, and warpage prediction — that feeds directly into qualification documentation.
What Goes Wrong: Consequences of Imprecise Parts and Specification Errors
Performance and Safety Failure Modes
| Failure Mode | Mechanism | Consequence |
|---|---|---|
| Creep in insulating liners | Sustained axle load reduces liner thickness over time | Reduced electrical isolation without visible cracking |
| Dimensional drift in guide plates | Tolerance error accumulates across track section | Rail gauge shift, clamping force loss |
| Wear in sliding plates | Increased friction in switch assemblies | Higher actuation force, signal faults |
| FST non-compliance in interiors | Unapproved material grade used | Fails fire safety audit, grounds vehicle |
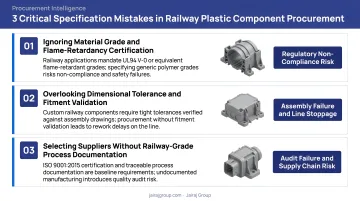
Common Specification Mistakes to Avoid
Three errors appear repeatedly in railway plastic component projects:
Relying on datasheet values as part-level guarantees. Datasheet properties are measured on standardised test specimens under controlled conditions — as-moulded parts with varying wall thickness, weld lines, and glass-fibre orientation perform differently. Require part-level validation data, not just material certificates.
Selecting material on cost without checking compliance status. A lower-cost polyamide grade lacking the required dielectric strength or EN 45545-2 hazard level rating will fail qualification regardless of its mechanical properties.
Specifying dimensions in the dry, as-moulded state. PA66 absorbs moisture from the environment, causing measurable dimensional change — BASF data shows 0.2–0.3% length increase per 1% absorbed water for unreinforced grades. Dimensions must be specified and verified in the moisture-conditioned state relevant to the operating environment.
Frequently Asked Questions
What is P-way material in railway?
P-way (permanent way) material refers to components that make up and are fastened to the track structure — rails, sleepers, and the fittings between them including insulating liners, guide plates, elastic clips, and pads. Plastic components within this assembly serve insulation, load-distribution, and anti-vibration functions at the rail-sleeper interface.
What is the strongest plastic for injection moulding?
"Strongest" depends on load type. PEEK and glass-filled PA66 lead on tensile and impact strength; UHMWPE and glass-filled nylon resist creep under continuous compressive load. In railway applications, the right choice balances mechanical, electrical, and FST properties for the specific use — tensile strength is only one factor.
What are the parts of a plastic injection mould?
Core elements are the cavity and core inserts, runner system, gate, ejector system, cooling channels, and mould base. For precision railway components like sleeper pads and guide plates, cooling channel layout and gate positioning are critical: they directly govern dimensional consistency and warp behaviour in thick-walled sections.
What standards apply to plastic parts used in Indian Railways?
RDSO issues material and dimensional specifications for track components — for example, RDSO T-44-2023 covers GFN-66 and HVN-66 insulating liners specifically. For rolling stock fire safety, EN 45545-2 is referenced alongside Indian standards. Suppliers must hold RDSO approval or demonstrate compliance with test reports accepted by the procuring authority.
Why are plastics preferred over metals in some railway applications?
Key advantages: electrical insulation (metals cannot insulate track circuits), lower weight reducing unsprung mass and energy consumption, corrosion resistance eliminating maintenance associated with rusting fasteners, vibration damping in pads and liners, and in many applications, longer functional life at lower system cost.
How are precision plastic railway parts tested before use?
Testing covers solution viscosity, dimensional inspection, mechanical tests (compressive strength, impact, creep), dielectric strength for insulating components, and FST testing for rolling stock parts. Batch-level sampling confirms production consistency across all certified railway components.


