Introduction
Material costs are not a minor line item in plastic manufacturing. Across the industry, material and supply costs typically consume 50–56% of manufacturing revenues — a share that holds across geographies and product categories. That figure alone should prompt any procurement or engineering team to ask whether the materials being specified are genuinely necessary.
The real cost driver is rarely the material category itself. Material choices made during prototyping (when conservative specifications seem sensible) tend to lock in without review — and an engineering-grade resin chosen for safety at the design stage carries that cost into every kilogram produced.
This article examines material substitution as a structured value engineering strategy: where costs actually accumulate, what drives them, and how deliberate substitution decisions can reduce them without compromising part performance.
Key Takeaways
- Material costs typically exceed 50% of plastic manufacturing revenues — and unreviewed specs quietly lock in that exposure
- Most savings opportunities live in the gap between what a part actually needs and the grade it is currently made from
- Key cost drivers: raw material pricing tiers, processing penalties, and re-qualification costs
- Substitution strategies operate at three levels: material selection, evaluation methodology, and the business context that enables or blocks change
- Total cost — not per-kg resin price — determines whether a substitution actually saves money
How Material Costs Build Up in Plastic Manufacturing
Cost accumulation in plastic manufacturing rarely shows up as a single problem. It compounds through a series of decisions made before production begins, and almost never revisited once tooling is committed.
The Design-Stage Lock-In Problem
Specifications are typically set during prototyping, when engineers favour materials they know and where the cost of being wrong is low. An unfilled PA66 gets specified where impact-modified PP might perform identically. A PC grade chosen for transparency gets carried into an opaque structural housing where it adds no value.
These choices feel low-risk at prototype stage. At production volumes of tens or hundreds of thousands of parts per year, the cost differential between a commodity and an engineering-grade resin becomes structurally significant — and it is baked in.
MIT Sloan research on full-cycle cost management supports the principle that the vast majority of product cost is determined at the design stage. By the time production tooling is committed, material cost is essentially fixed. The exact percentage varies by application, but the implication is the same: late-stage specification reviews rarely move the needle.
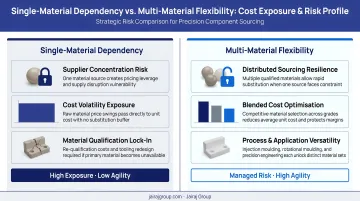
Volatility Makes Static Specifications Expensive
That design-stage lock-in becomes expensive when resin markets move — and they move often. Commodity resins like PP and PE can swing significantly within a quarter based on feedstock costs, demand cycles, and logistics constraints. Engineering resins — PC, ABS, nylon — respond to entirely different supply pressures, meaning they rarely move in sync with commodity grades.
A specification locked to a single resin grade absorbs those price movements without leverage. There is no fallback, no negotiating position, no qualified alternative ready to run.
McKinsey estimates that month-long supply disruptions occur on average every 3.7 years, with expected losses equivalent to 42% of one year's EBITDA over a decade. Single-material dependency does not just cost more in normal conditions — it creates outsized exposure when supply chains tighten.
Key Cost Drivers in Plastic Material Selection
Targeting the right substitution starts with knowing where cost actually originates — and it's rarely just the resin price.
Material Pricing Tiers
The gap between commodity and high-performance resins is not marginal — it spans multiples. Commodity resins (PP, PE, ABS) sit at one end of the cost spectrum. Engineering grades (PA, PC, POM) occupy a meaningfully higher tier. High-performance polymers like PEEK, PEI, and PPS are in a different category entirely, priced accordingly.
Many components are specified at a higher tier than their function demands. The value engineering question is straightforward: map what the part actually experiences — temperature, load, chemical exposure, dimensional stability — and identify the lowest-cost material family that reliably covers that envelope.
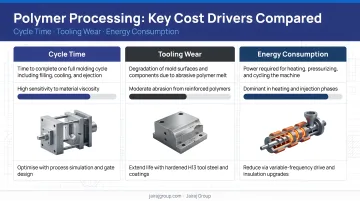
Processing Characteristics
A cheaper resin that creates a more expensive process erases the saving before it reaches your bottom line. Processing conditions differ sharply across the material spectrum:
| Polymer | Melt Temperature | Mould Temperature |
|---|---|---|
| PP | 227°C | 38°C |
| ABS | 260°C | 82°C |
| PC | 315°C | 93°C |
| PEEK | 377°C | 150°C+ |
(Source: SABIC Injection Moulding Processing Guide)
Higher processing temperatures mean longer cycle times, greater energy consumption, more demanding drying requirements, and tighter process windows. Glass-fibre reinforced materials introduce additional tooling wear considerations — a meaningful indirect cost that rarely appears in the initial material comparison.
Any substitution assessment must factor cycle time delta, tooling wear rate, and scrap sensitivity — not just raw material price per kilogram.
Qualification and Re-Validation Overhead
In regulated industries, qualification overhead can dwarf the resin saving in the short term. Each sector carries its own non-negotiable requirements:
- Automotive: PPAP covers 18 elements and is triggered by material changes, new raw material sources, and process modifications
- Medical: ISO 10993-1 biological evaluation is required for device submissions involving material changes
- Aerospace: FAA substantiation requirements apply to any substitution affecting structural or flammability performance
Manufacturers often absorb higher material costs simply to avoid qualification timelines they haven't planned for. The practical answer is to build re-validation cycles into the substitution roadmap from the start — not to sidestep them.
Cost-Reduction Strategies Through Material Substitution
Substitution works differently depending on where in the product lifecycle the decision is made. Early-stage substitutions carry the lowest implementation cost. Post-production changes require more rigorous validation but can still deliver meaningful savings at scale.
Material Selection: Where Substitution Starts
Switch from engineering to commodity grade where performance headroom exists
Audit components against their actual performance requirements — not their original design assumptions. Many parts specified in PA or PC can be revalidated in impact-modified PP or ABS at a fraction of the raw material cost. The audit should examine:
- Maximum operating temperature (actual, not theoretical peak)
- Mechanical load type and magnitude (static vs. dynamic, continuous vs. intermittent)
- Chemical exposure (what, concentration, duration)
- Dimensional tolerance requirements
- Regulatory or certification constraints
Where the engineering grade provides headroom that the application never uses, a commodity alternative is worth evaluating.
Use filled grades to match engineering-resin stiffness at lower cost
SABIC's STAMAX long-glass-fibre PP data shows 30% LGF-PP achieving a Young's modulus of approximately 4,200 MPa at 23°C. Covestro's unfilled PC Makrolon 2405 lists flexural modulus at 2,400 MPa. Filled commodity resins can match or exceed the stiffness of unfilled engineering grades — while enabling wall thickness reduction that cuts material consumption per part.
This approach also enables metal-to-plastic conversion in bracket and housing applications, particularly where stiffness-to-weight ratio drives the specification. Note that heat resistance, impact performance, and tooling draft requirements need separate evaluation — stiffness is one criterion, not the whole specification.
Map to the lowest-cost polymer family that covers all functional criteria
Map the part's actual performance requirements and identify the lowest-cost polymer family that covers all criteria:
- POM acetal → impact-modified PP in low-load, low-wear applications
- ABS → ASA for exterior-exposure components requiring UV and weathering resistance
- Unfilled PA → glass-filled PP where stiffness drives the spec and temperature is moderate
Each substitution should be mapped against the full performance envelope, not just the primary property.
Introduce regrind or recycled-content blends
For non-visible, non-structural, and non-regulated components, validated regrind blending reduces effective material cost without changing the base polymer. Blend ratios and quality controls must be defined and tested per application — regrind is not a universal lever, but for high-volume commodity parts it is a meaningful one.
Early DFM engagement as a substitution enabler
Jairaj Group applies over 42 years of polymer engineering experience at the DFM stage — before tooling is committed — through their Research, Development & Value Engineering Centres. Material usage, cycle times, and secondary operations are evaluated as integrated variables, not separate line items.
This is the point at which substitution carries the lowest implementation cost and the greatest production-life saving.
Evaluation Discipline: Getting the Analysis Right
Systematic functional mapping across component families
Rather than substituting reactively, map each component's actual performance envelope against the grade it is made from. This identifies:
- Components where specified grade significantly exceeds functional requirement (primary substitution candidates)
- Components where the specification is genuinely minimum viable (not substitution candidates)
- Components where partial substitution (e.g., regrind blending) is feasible without full revalidation
This structured approach prevents substitutions that introduce risk while identifying those that are straightforward and low-risk.
Total cost analysis, not per-kg price comparison
A substitution decision should be evaluated against a model that captures:
- Raw material price differential
- Cycle time impact (positive or negative)
- Scrap rate and quality yield change
- Tooling adjustment or modification cost
- Re-qualification and validation cost
- Timeline to production release
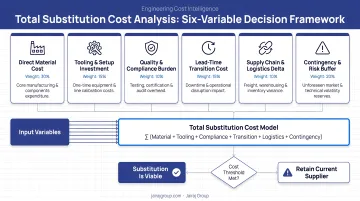
Jairaj Group's Value Engineering Centres apply exactly this type of multi-variable analysis — using process simulation (flow analysis, cooling optimisation, warpage prediction) alongside material and tooling inputs to build a complete cost picture before any commitment is made.
Phased validation to front-load lower-cost tests
Where certification is required, sequence validation steps to run lower-cost tests first. Material characterisation and basic mechanical testing can eliminate a poor candidate before full tooling investment is committed. In automotive contexts, this means not committing production tooling spend before material screening is complete — a sequencing discipline that directly reduces financial exposure from a failed late-stage qualification.
Structural Decisions That Make Substitution Easier
Design for material flexibility from the outset
Components designed to tight tolerances, thin walls, and specific shrinkage characteristics calibrated to a single resin grade are expensive to substitute later — tooling modifications can erase the material saving entirely. Designing to broader material families preserves the option to switch without retooling.
This matters most for manufacturers developing new platforms in EV, drones, and industrial equipment — sectors where design standards are still evolving and material availability or pricing can shift. Jairaj Group works with customers in these emerging verticals to build material family flexibility into early-stage development before tooling decisions are locked.
Consolidate volumes across part families
A single component substitution rarely moves resin supplier pricing. A consolidated switch across multiple components in the same polymer family can qualify the manufacturer for better pricing tiers. The practical approach is to map substitution candidates across a whole programme — not individual parts — to identify the aggregate volume that creates genuine supplier leverage.
Run regulatory approval in parallel with material testing
For automotive, aerospace, or medical applications, the approval timeline is often the longest lead item in a substitution programme. Initiating the approval process in parallel with material testing — rather than sequentially — compresses total implementation time. The financial benefit of a substitution erodes if production delays eat into the payback period.
Conclusion
Material substitution reduces cost when it starts from function. The right question is: what does this part actually need to do, and what is the lowest-cost material that reliably delivers that? Substitutions made without that foundation create risk rather than savings.
Durable savings come from treating material review as a recurring discipline built into the design and engineering process, not a one-time exercise. Several factors keep this review relevant:
- Resin prices shift with feedstock markets and supplier capacity
- Supply chain disruptions force alternatives that need proper evaluation
- Specifications written years ago may no longer reflect current material availability, processing capability, or actual performance requirements
What makes substitution work in practice is the combination of polymer expertise, processing knowledge, tooling capability, and early supplier involvement. Jairaj Group's Value Engineering Centres bring these together at the component design stage — so trade-offs are evaluated before tooling is committed, not after. The earlier that conversation happens in the development cycle, the more of those savings translate into production.
Frequently Asked Questions
What is material substitution in manufacturing?
Material substitution is the deliberate replacement of one material with a functionally equivalent alternative to achieve a specific goal: cost reduction, improved performance, or supply chain resilience — while maintaining the part's required function and quality. It is an engineering decision, not simply a procurement one.
What materials can substitute plastic in this context?
Within plastic manufacturing, substitution typically means replacing one polymer grade with another — ABS with ASA, POM with impact-modified PP, or an engineering-grade resin with a filled commodity equivalent. In some bracket or housing applications, metal-to-plastic conversion is also part of the substitution landscape.
How do you know if a material substitution will actually reduce total cost?
A substitution reduces total cost only when raw material savings outweigh any increases in processing cost, scrap rate, tooling adjustments, and re-qualification overhead. A simple per-kg price comparison is not sufficient — a full substitution cost model must be built before committing to a change.
Does material substitution require new tooling?
Substitutions within the same processing category — swapping one injection-mouldable thermoplastic for another with similar melt flow and shrinkage — often require only process parameter adjustments. Significant differences in shrinkage rate or processing temperature may require tooling modifications, which must be factored into the cost analysis.
Can material substitution be used for safety-critical or regulated components?
Yes, but it requires formal validation and re-approval. In automotive (PPAP), medical (ISO 10993 biocompatibility), or aerospace (DGCA or applicable airworthiness standards) contexts, the substitute material must clear all relevant standards before production release. That timeline and cost belong in the substitution business case.
When is material substitution not the right strategy?
Substitution is not the right lever when the original material is genuinely the minimum viable specification, when re-qualification costs exceed projected savings over the production run, or when the root cause of high cost lies in process inefficiency, yield loss, or design complexity rather than material selection.


